Home > News > Company news
According to leading engineering forecasts, the global installed base of humanoid robots is expected to exceed 5 million units by 2030.
Behind this vision lies a massive and often overlooked supply chain demand: the total consumption of cable assemblies alone is projected to reach 120 million to 150 million meters.
In this evolution, the most challenging component is not the trunk wiring or main harness, but the so-called "neural system" at the robotic end-effector —
the precision finger cable assemblies of humanoid robots.
1. A 25-Million-Meter Technical Deep Zone
Within a humanoid robot, total cable routing typically ranges from 20 to 35 meters, of which hand cables account for only 5 to 6 meters.
However, this segment represents the highest level of technical difficulty.
Extreme Spatial Constraints
A dexterous robotic hand with 5 fingers and 15–20 degrees of freedom must accommodate 60 to 120 conductors within an extremely limited internal space. These conductors are responsible for:
Within each finger, space must be shared with tendon (cable-driven) structures, joints, and mechanical components.
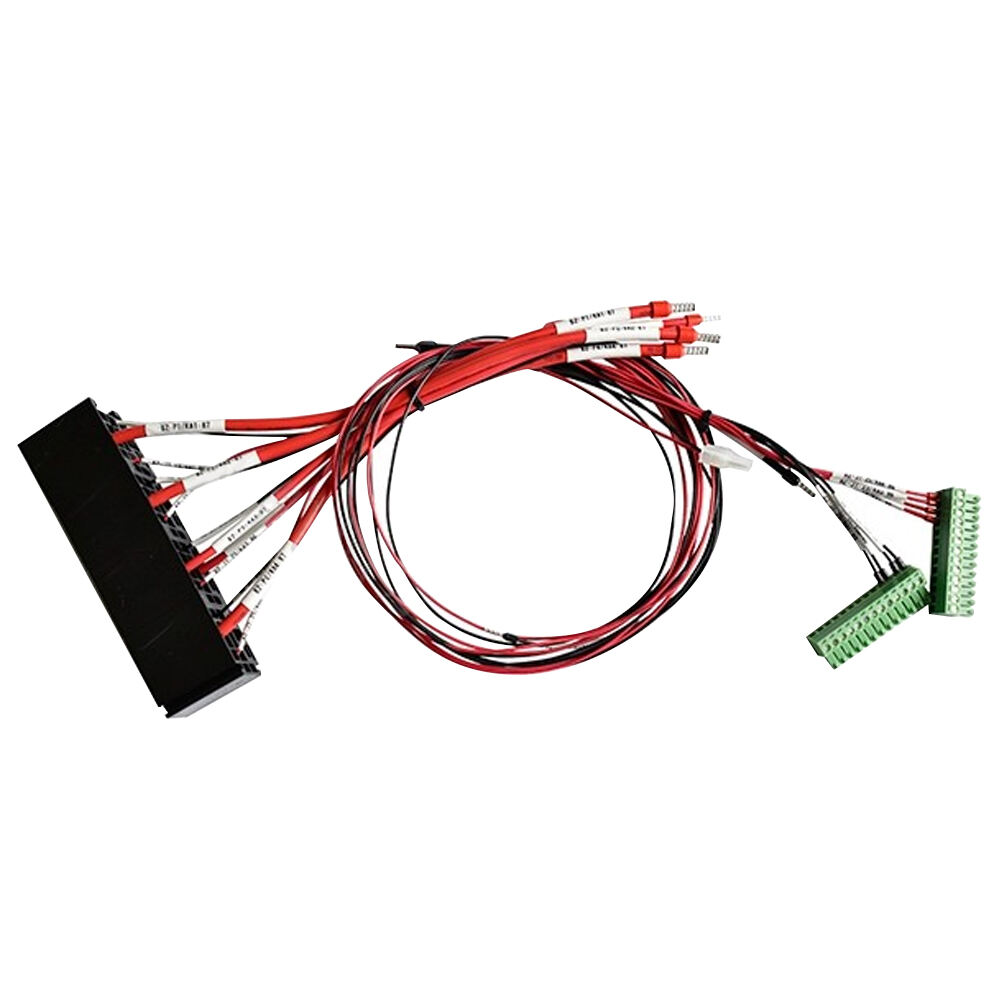
Based on current customer project evaluations, typical requirements for finger cable assemblies include:
Integration of ~10 cores per bundle
Overall outer diameter controlled within ≤ 1.1 mm
This drives continuous miniaturization of individual wires. Industry specifications are evolving from 36 AWG toward 40 AWG, 44 AWG, and even 48 AWG, with single wire diameters typically ranging between 0.2 mm and 0.9 mm.
1) Size Constraints Driven by Structural Limits
The finger structure must accommodate both mechanical actuation (tendons) and electrical transmission within a confined diameter.
This imposes strict limits on cable size while maintaining functionality and durability.
2) Dynamic Bending Is Continuous, Not Occasional
Unlike static wiring, finger cables are subjected to continuous motion during:
These movements occur at millimeter-level bending radii, placing extreme demands on conductor flexibility and insulation fatigue resistance.
3) Combined Stress: Bending, Torsion, and Tension
In real-world applications, cables are exposed to complex mechanical stress, including:
This combination of bending + torsion + tension represents one of the most failure-prone scenarios for conventional industrial cables.
While many cables perform well in static tests, they often fail quickly under dynamic lifecycle testing, exhibiting:
2. Cross-Industry Enablement: From Medical Imaging to Dexterous Robotics
Why are only a few companies — such as Gore, Axon, and Hotten — capable of entering the high-end robotic finger cable market?
The answer lies in technology convergence.
The manufacturing capabilities required for robotic finger cables strongly overlap with those used in:
Hotten's experience in mass production of 46 AWG ultra-fine medical coaxial cables directly addresses the key challenges in robotic finger cable design.
Ultra-Small Bending Radius Performance
Finger motion requires cables to operate reliably under extremely tight bending conditions.
Conventional cables tend to fail rapidly under such stress.
By adopting ultra-fine multi-strand silver-plated copper alloy conductors (e.g., 40 AWG, 19×0.018 mm), cable assemblies achieve:
Stability Under Combined Mechanical Stress
To withstand high-frequency torsion and bending, structural stability is critical.
Hotten incorporates Kevlar (aramid fiber) as a tensile reinforcement core, ensuring:
Advantages of Medical-Grade Manufacturing
Medical cable manufacturing introduces higher standards in:
In human-interactive environments such as robotics, these advantages become increasingly important to minimize potential health risks and ensure consistent performance.
3. Advanced Material Synergy for Ultra-Fine Cable Systems
Achieving high reliability in ultra-small diameters requires a system-level material and structural approach, rather than reliance on a single component.
Insulation Layer
High-performance materials such as PFA or ETFE are used to achieve:
Jacket Materials
Customized TPU or silicone jackets are applied to ensure:
Flexibility and smooth motion
Reduced friction within confined structures
Prevention of motion resistance or "sticking"
These materials are capable of passing 5 to 20 million dynamic bending cycles, meeting the requirements of long-term robotic operation.
Conclusion: Toward the 2026 Engineering Standard for Robotic Cable Systems
With the rapid evolution of platforms such as Tesla Optimus, humanoid robotics is transitioning from laboratory prototypes to scalable production.
In this shift, the key question is no longer whether a cable can be developed, but whether it can be:
Manufactured consistently at ultra-fine specifications
Validated under long-term dynamic conditions
Delivered with stable quality at scale
Leveraging deep expertise in 36–46 AWG ultra-fine conductors, high-precision extrusion, and dynamic lifecycle testing, Hotten is positioned to provide reliable "neural system" solutions for next-generation humanoid robots.
In the emerging billion-meter market, precision cables are no longer secondary components — they are fundamental to enabling true dexterity and long-term reliability in humanoid robotics.
 Hot News
Hot News2025-12-17
2025-12-11
2025-12-05
2025-04-29