高解像度カメラ、折りたたみ式スマートフォン、医療用内視鏡、ドローンジンバルなどにおいて、「50AWG同軸ケーブル」という言葉がますます頻繁に登場しています。多くの人は、50AWGマイクロ同軸ケーブルの難しさは「単にケーブルを細くすること」だと思っていますが、実際にはそれは最初のステップにすぎません。真の課題は、極めて小さなサイズにおいても、インピーダンスの一貫性、信号の完全性、機械的信頼性、および量産歩留まりを同時にバランスさせなければならない点にあります。
1. 50AWGマイクロ同軸ケーブルとは何か、なぜこれほど細くなければならないのか?
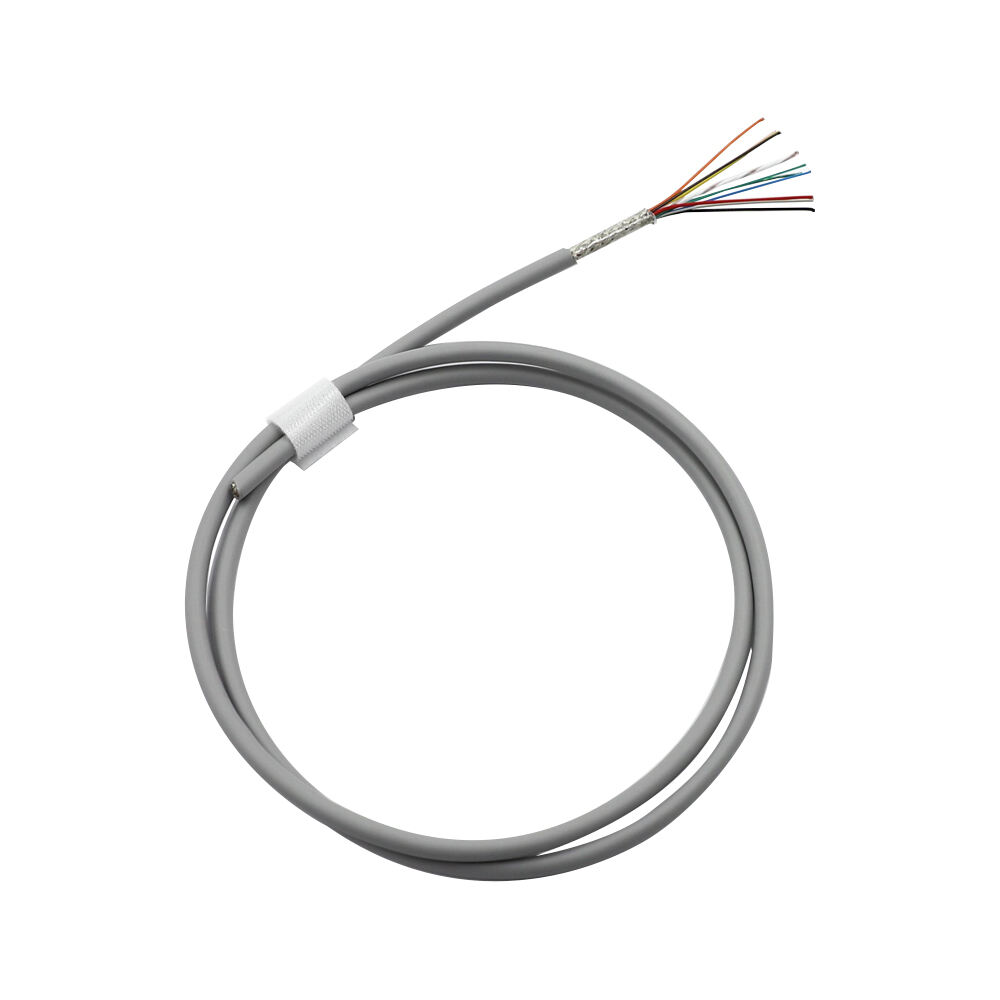
50AWGは極めて細い導体サイズを指します。単一の銅導体の直径は約0.03 mmしかなく、人間の髪の毛よりもはるかに細いです。超薄型の絶縁体および細かなシールドと組み合わせることで、完成した50AWGマイクロ同軸ケーブルの外径は通常わずか約0.15 mmとなります。
50AWG同軸ケーブルが必要とされる代表的な用途がいくつか存在します。
1) 医療機器
内視鏡、超音波プローブ、使い捨てのカテーテルなどのインターベンショナル機器は、非常に小さな外径と高い柔軟性、体内での優れた追従性(トラッカビリティ)が求められます。
2) 高性能画像処理およびセンシング
4K/8Kカメラモジュール、ジンバルカメラ、マシンビジョンシステムは、非常に限られた空間内で複数チャネルの高速差動信号を必要とします。
3) 小型化されたコンシューマー電子機器
折りたたみ式ディスプレイ、超薄型ノートパソコン、AR/VRヘッドセットはすべて内部スペースが極度に圧縮されており、高周波信号伝送のために極細同軸ケーブルに依存しています。
要するに、製品が「小型、軽量、薄型、高解像度」に向かって進化するほど、50AWGのマイクロ同軸ケーブルを採用する可能性が高くなります。
2. 課題1:超細線導体の加工およびめっきの制御
50AWG同軸ケーブルを製造する上での最初の障壁は導体です。その難しさは「細く引き伸ばす」ことだけでなく、以下の点にもあります。
1) 極めて厳しい寸法公差
導体の直径が非常に小さいため、わずかなばらつきでもインピーダンスの変動や減衰のドリフトとして拡大されてしまいます。引き伸ばし工程および焼鈍工程は非常に高い精度で制御されなければなりません。
2) 強度と柔軟性のバランス
• 硬すぎる場合:より線や組立が困難になり、曲げた際に破断しやすくなります。
• 柔らかすぎる場合:伸びや変形が生じやすく、インピーダンスの安定性やはんだ接合品質に影響します。
3) めっきの均一性
高周波アプリケーションでは、高周波損失を低減するために銀メッキ導体がよく使用されます。50AWGサイズでは、メッキ厚さの不均一が電気的パラメータの不安定さや歩留まりの低下として直接現れます。
その結果、50AWG同軸ケーブルは導体サプライヤーおよび内部の導体加工能力に対して非常に高い要求を課します。
3. 課題2:絶縁押出および外径/同心度の制御
多くの人はケーブルを細くし、絶縁体も薄くすれば作業は完了だと考えがちですが、50AWG同軸ケーブルの場合、絶縁層こそがインピーダンスと安定性に影響を与える重要な要素です。
1) 媒質定数の制御
高周波伝送を実現するためには、PFAなどの高性能で安定したフッ素系ポリマー絶縁体が通常使用されます。
2) 絶縁厚さおよび同心度
50Ω構造の場合、導体と絶縁体の幾何学的関係は極めて感度が高くなります。同心度がわずかに仕様から外れただけでも、一巻き全体でのインピーダンス変動が設計許容範囲を超える可能性があります。
3) 絶縁外径の均一性
例えば、絶縁外径が0.08 mmの場合、公差は通常±0.003 mmまたはそれより厳しく管理されます。押出ラインでは、外径のオンライン監視、スパーク試験、および表面欠陥の検査が必要です。
そのため、多くの顧客が異なるメーカーがすべて「50AWGマイクロ同軸」と主張しているにもかかわらず、実際の試験ではインピーダンスの均一性や減衰特性が大きく異なることに気づくのです。
4. 課題3:超細径シールドとEMI性能
50AWG同軸ケーブルは通常、約0.018 mmの超細径シールド線を用いて巻回シールドを形成します。
主な課題は以下の通りです。
1) シールド密度およびカバレッジ
コアとシールド線の両方が非常に細いため、張力制御が不十分だとより合いムラ、隙間、および不均一な被覆率が生じやすく、結果としてケーブルのEMIシールド性能が直接的に低下します。
高速信号伝送路や多くの医療用途では高い遮蔽性能が要求されるため、製造プロセスの限界が試されます。
2) 遮蔽性能と柔軟性のトレードオフ
• シールドを巻きすぎると、ケーブルの柔軟性が低下し、曲げ疲労寿命に悪影響が出ます。
• シールドが緩すぎると、遮蔽性能が低下し、外部からの干渉を受けやすくなります。
3) ストレスリリーフおよび曲げ領域の設計
設計段階から、機械的性能を向上させるために適切なストレスリリーフ構造が必要です。ストレインリリーフ設計が不十分な場合、コネクタ端末付近での繰り返しの曲げにより、はんだ接合部またはその周辺で導体が容易に断線する可能性があります。
5. チャレンジ4:検証と品質管理 – 大量生産は試作よりも困難
プロトタイプを成功裏に製作できたとしても、量産が成功するとは限らない。
50AWG同軸ケーブルの量産における主な課題は以下の通りである:
1) インピーダンスおよび減衰量のテスト戦略
高周波用途では通常、インピーダンス、減衰量、リターンロスを厳密に管理する必要がある。用途に応じて、全数検査または堅牢なサンプリング計画が求められる。
2) 曲げ/ねじり/引張信頼性試験
医療用やジンバル用途では、信頼性試験において数万回から数十万回もの曲げ動作が要求される場合がある。
3) バッチ間の材料の一貫性
導体のロット、絶縁樹脂のバッチ、シールド線のロットを変更する際には、主要な電気的および機械的パラメータを再確認し、一貫性を確保する必要がある。
つまり、50AWG同軸ケーブルの真の難しさは「時を超えて継続的かつ安定的に同じ高品質製品を作り続けること」にあり、「時々良い一巻きを作ること」ではない。
6. 適切な50AWG同軸ケーブルサプライヤーを選ぶ方法
エンジニアリングおよび調達の観点から、50AWGマイクロ同軸ケーブルのパートナーを選定する際には、以下の点に注目できます。
1) 超細線規格(48~50AWG)について、実際のプロジェクトでの実績がありますか?
2) バルクケーブルの販売だけでなく、完全なケーブルアセンブリソリューションを提供できますか?
3) インピーダンス(50Ω/75Ω)、外径、コア本数、シールド構造など、カスタマイズに対応できますか?
4) 必要な試験能力(TDR、ベクトルネットワークアナライザ、曲げ耐久試験など)を備えていますか?
5) 医療機器、無人航空機(UAV)、カメラモジュールなどの分野における特定の要件や認証慣行を理解していますか?
結論:なぜ50AWGは「より繊細で、より敏感で、より脆弱」なのか
したがって、導体引き抜き、絶縁体押出、超細径シールド巻線からハーネス端末処理および電気的性能検証に至るまで、50AWGマイクロ同軸ケーブルのすべての製造工程は、従来のケーブル構造に比べてはるかに「繊細で、感度が高く、壊れやすい」ものです。わずかな工程の変動であっても、インピーダンスのドリフトや異常な減衰として拡大される可能性があります。
Hotten Cableはすでに50AWGマイクロ同軸ケーブルの成熟した開発能力を確立しています。サンプル生産は現在安定しており、今後の量産要件を満たすため、工程管理およびパラメータ最適化を継続的に改善しています。これにより、医療機器、ドローン搭載イメージングシステム、カメラモジュールなどの高品位アプリケーションにおいて、顧客が50AWGマイクロ同軸ケーブルを確信を持って導入できるよう支援します。
 最新ニュース
最新ニュース2025-12-17
2025-12-11
2025-12-05
2025-04-29