A vezető mérnöki előrejelzések szerint a világban üzembe helyezett emberi alakú robotok száma 2030-ra meghaladja az 5 millió darabot.
E mögött a látomás mögött egy hatalmas, gyakran figyelmen kívül hagyott ellátási lánc-igény rejlik: a kábelkészletek teljes fogyasztása 120–150 millió méterre becsülhető.
E fejlődés során a legnagyobb kihívást nem a törzsvezetékek vagy a fő vezetékhalmaz jelentik, hanem a robot végberendezésének úgynevezett „idegrendszeri” eleme –
az emberi alakú robotok precíziós ujjkábel-készletei.
1. Egy 25 millió méteres technikai mélységi zóna
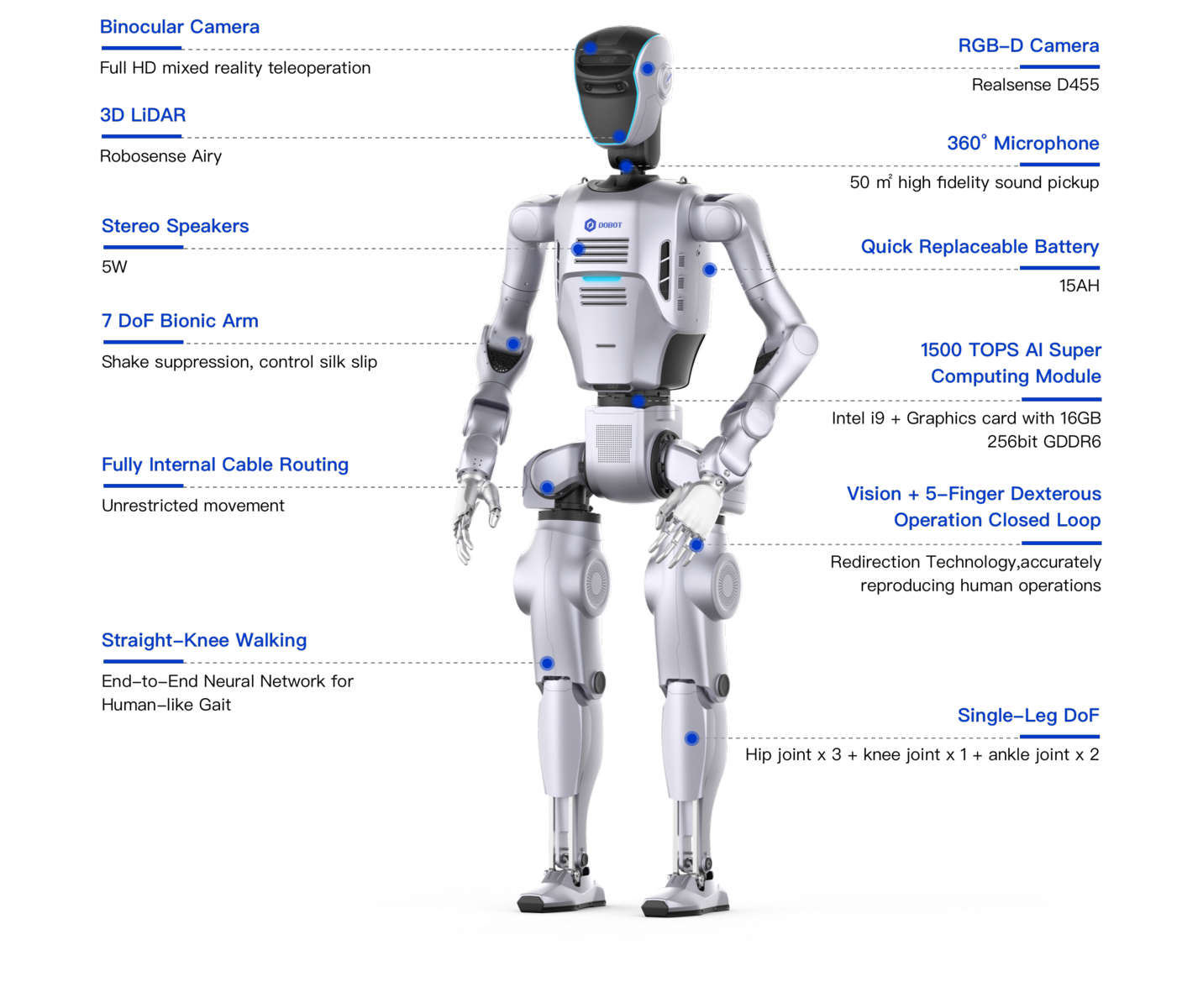
Egy emberi alakú robotban a kábelvezetés összhossza általában 20–35 méter, amelyből a kézhez vezető kábelek csupán 5–6 métert tesznek ki.
Ennek a szegmensnek azonban a legmagasabb a technikai nehézségi szintje.
Extrém térbeli korlátozások
Egy ügyes robotkéz, amelynek 5 ujja és 15–20 szabadsági foka van, 60–120 vezetőt kell befogadnia egy rendkívül korlátozott belső térben. Ezek a vezetők a következő funkciókért felelősek:
Minden egyes ujjban a tér megosztásra kerül az ín (kábelszerű meghajtású) szerkezetekkel, csuklókkal és mechanikai alkatrészekkel.
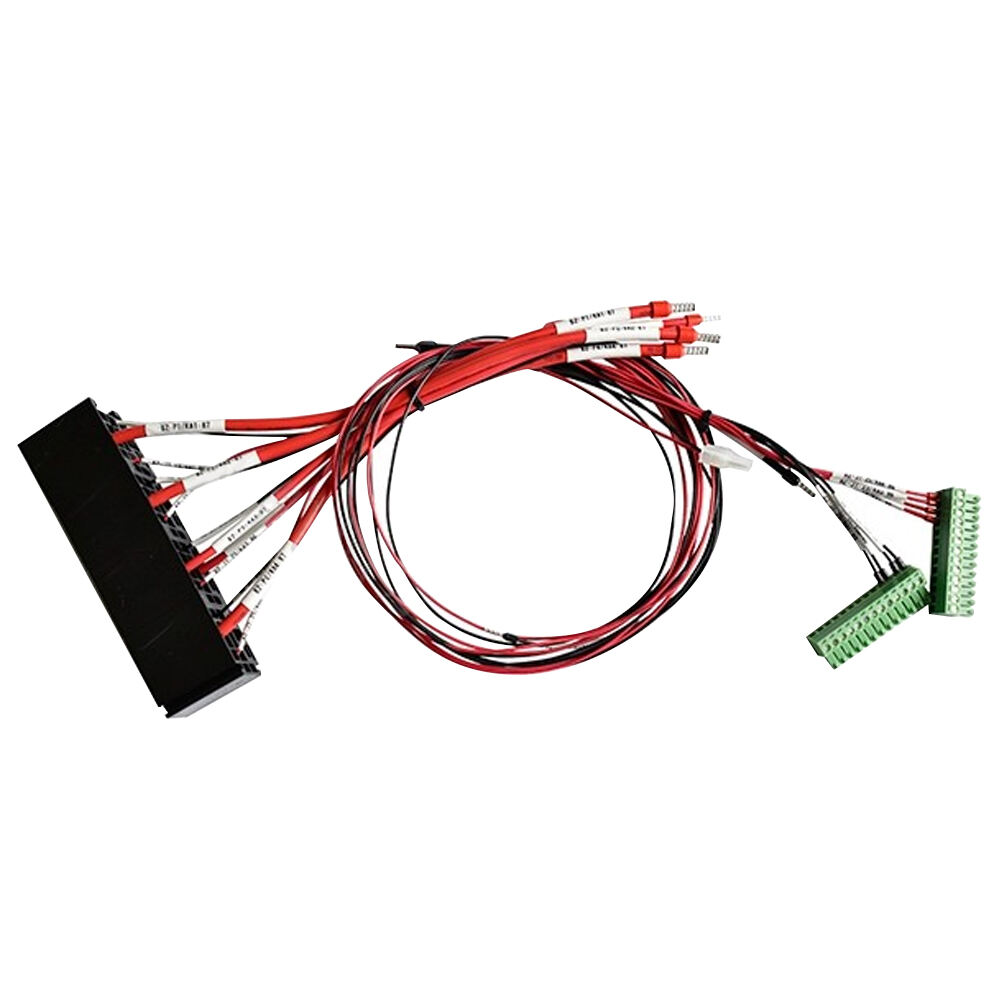
A jelenlegi ügyfélprojektek értékelése alapján a tipikus ujj-kábelkészletek követelményei a következők:
Integráció kb. 10 vezető minden kötegben
A teljes külső átmérő korlátozva ≤ 1,1 mm
Ez folyamatosan elősegíti az egyes vezetékek miniaturizálását. Az ipari specifikációk fokozatosan átalakulnak 36 AWG-tól 40 AWG-ig, 44 AWG-ig, sőt akár 48 AWG-ig , ahol az egyes vezetékek átmérője általában 0,2 mm és 0,9 mm között mozog. 0,2 mm és 0,9 mm.
1) A méretkorlátozásokat a szerkezeti határok határozzák meg
Az ujj szerkezetének képesnek kell lennie a mechanikai működtetésre (ínok) és az elektromos átvitelre is egy korlátozott átmérőn belül.
Ez szigorú korlátozásokat jelent a kábel méretére, miközben fenntartja a funkcionálitást és a tartósságot.
2) A dinamikus hajlítás folyamatos, nem időszakos
Ellentétben az álló vezetékekkel, az ujjkábelek folyamatos mozgásnak vannak kitéve a következők során:
Ezek a mozgások milliméteres szintű hajlításnál zajlanak le milliméteres szintű hajlításnál lekerekítések , ami extrém igényeket támaszt a vezető rugalmasságával és a szigetelés fáradási ellenállásával szemben.
3) Együttes mechanikai igénybevétel: hajlítás, torzió és húzás
A gyakorlati alkalmazásokban a kábelek összetett mechanikai igénybevételeknek vannak kitéve, például:
Ez a kombináció hajlítás + torzió + húzás a hagyományos ipari kábelek egyik leginkább meghibásodásra hajlamos üzemeltetési forgatókönyve.
Bár sok kábel jól teljesít statikus vizsgálatok során, dinamikus életciklus-vizsgálat alatt gyakran gyorsan meghibásodik, és a következő jelenségeket mutatja:
2. Keresztipari alkalmazhatóság: orvosi képalkotó rendszerektől a finommozgású robotikáig
Miért csak néhány vállalat – például a Gore, az Axon és a Hotten – képes belépni a prémium minőségű robotujj-kábel piacára?
A válasz a technológiák összefonódásában rejlik.
A robotujj-kábelek gyártásához szükséges gyártási képességek erősen átfednek az alábbi területeken alkalmazottakkal:
Hotten tapasztalata a tömeggyártásban 46 AWG ultrafin orvosi koaxiális kábelek közvetlenül kezeli a robotujjak kábeltervezésének kulcskérdéseit.
Ultra-kis hajlítási sugár teljesítmény
Az ujjmozgás olyan kábeleket igényel, amelyek megbízhatóan működnek extrém szoros hajlítási körülmények között.
A hagyományos kábelek gyorsan meghibásodnak ilyen terhelés alatt.
Az ultrafin, többszálú ezüstözött rézötvözet vezetők (pl. 40 AWG, 19×0,018 mm) alkalmazásával a kábelkészletek elérhetők:
Stabilitás kombinált mechanikai terhelés alatt
A nagyfrekvenciás csavarodás és hajlítás elleni ellenálláshoz a szerkezeti stabilitás döntő fontosságú.
A Hotten a Kevlar-t (aromás szál) húzóerő-erősítési magként alkalmazza, így biztosítva:
Orvosi minőségű gyártás előnyeit
Az orvosi kábelgyártás magasabb szintű követelményeket támaszt a következő területeken:
Az emberi interakciót igénylő környezetekben – például a robotikában – ezek az előnyök egyre fontosabbá válnak a lehetséges egészségügyi kockázatok minimalizálása és a konzisztens teljesítmény biztosítása érdekében.
3. Fejlett anyag-szintézis ultrafinom kábelrendszerekhez
Az ultraalacsony átmérőjű kábelek magas megbízhatóságának elérése rendszer-szintű anyag- és szerkezeti megközelítést igényel, nem pedig egyetlen komponensre való támaszkodást.
Szigetelő réteg
Nagyteljesítményű anyagok, például PFA vagy ETFE használatával érhető el:
Rekeszanyagok
Egyedi TPU- vagy szilikonbélés alkalmazásával biztosított:
Rugalmas és sima mozgás
Csökkentett súrlódás korlátozott térben elhelyezett szerkezetekben
A mozgásgátlás vagy a „ragadás” megelőzése
Ezek az anyagok 5–20 millió dinamikus hajlítási ciklust képesek elviselni, így megfelelnek a hosszú távú robotműködés követelményeinek.
Következtetés: A robotkábel-rendszerek 2026-os mérnöki szabványa felé
A Tesla Optimus és hasonló platformok gyors fejlődésével a humanoid robotika átmozog a laboratóriumi prototípusokból a skálázható gyártásba.
Ebben az átmenetben a kulcskérdés már nem az, hogy kifejleszthető-e egy kábel, hanem az, hogy az képes-e:
Ultrafin méreteknek megfelelő, következetes gyártásra
Hosszú távú dinamikus körülmények közötti érvényesítésre
Stabil minőségű, nagy mennyiségű szállításra
A Hotten mély szakértelemmel rendelkezik a 36–46 AWG ultrafin vezetők, a nagy pontosságú extrúzió és a dinamikus életciklus-tesztelés területén, így képes megbízható „idegrendszeri” megoldásokat nyújtani a következő generációs humanoid robotok számára.
Az újonnan kibontakozó milliárdméteres piacban a precíziós kábelek már nem másodlagos alkatrészek – hanem alapvető feltételei az igazi ügyességnek és a hosszú távú megbízhatóságnak a humanoid robotikában.
 Aktuális hírek
Aktuális hírek2025-12-17
2025-12-11
2025-12-05
2025-04-29