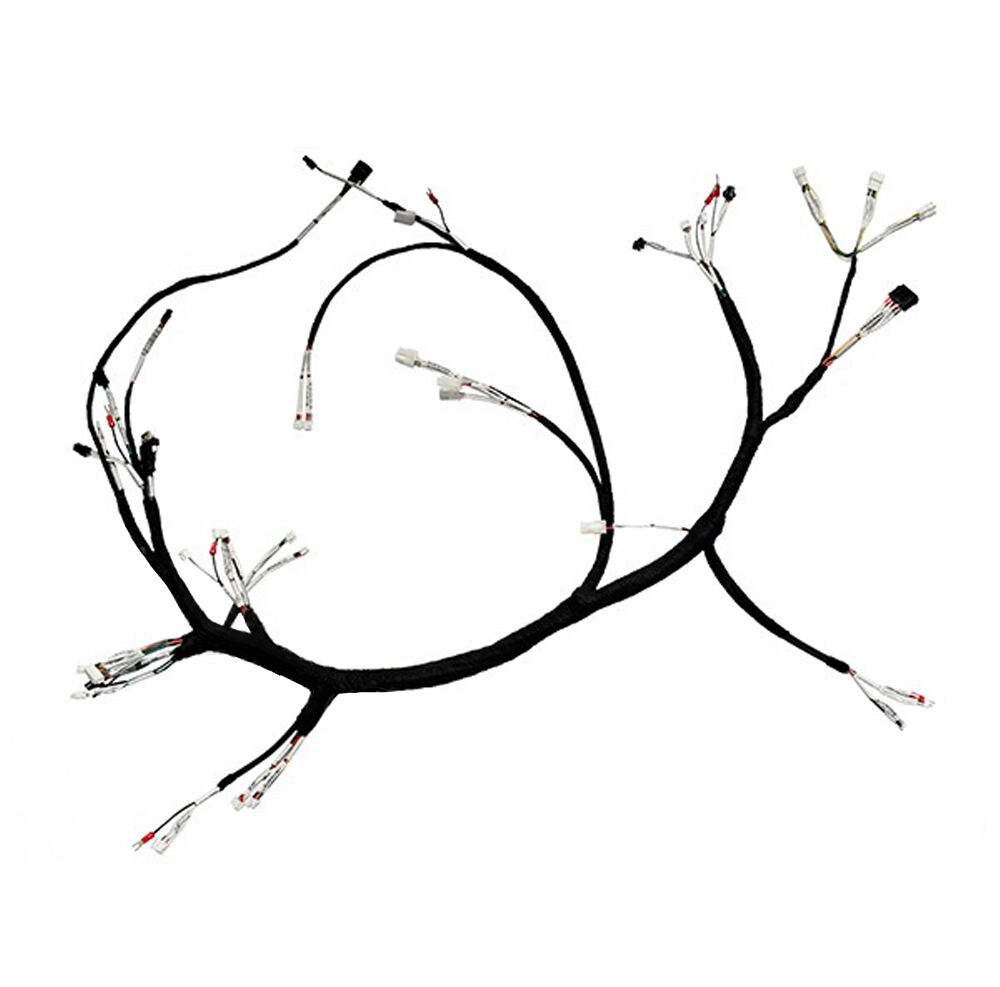
Mikrokoaxialkabelsatsen är den osynliga superhjälten i världen av AR/VR, industriella drönare och hälsovetenskapliga teknologier, som snabbt förändras. Dessa små men kraftfulla komponenter har uppgiften att överföra högfrekventa signaler med så låga förluster som möjligt – ett annat krav inom modern elektronik som inte kan göras avstående från.
Vi har arbetat med att lära oss detta komplexa hantverk på Hotten Electronic, som grundades 2018 och ligger i östra Kina. Som ett FoU-baserat kärnforetag med expertis inom ultrafin koaxialkabelteknik utvecklar vi mer än 300 nya kabelförspänningar varje år i vår verkstad på 10 000 kvadratmeter. Men vad omvandlar egentligen råmaterialen till en högpresterande kabelsats? Det är en sammansmältning av avancerad maskinutrustning, högkvalitativ kvalitetskontroll och anpassad ingenjörsexpertis.
Detta är en blick bakom kulisserna på hur mikrokoaxialkabelsatsar tillverkas. 
Steg 1: Materialval och tråddragning
Processen börjar med råmaterial, vilka normalt är koppar- eller kopparlegeringsledare. Eftersom mikrokoaxialkablar ofta har ledardiametrar i storleksordningen mikrometer är finheten av avgörande betydelse. I Hotten påbörjas processen med tråddragning, där råtråd dras genom en serie av dragdies för att uppnå den önskade tjockleken. En felaktighet på endast 0,001 mm kan påverka impedansens konsekvens. Detta steg utgör grunden för signalintegritet – en grundläggande kravställning i våra medicinska och industriella tillämpningar.
Steg 2: Extrudering och isolering
När ledaren är färdigställd måste den isoleras för att undvika signalläckage. Det är då material som FEP, PFA eller ETFE används. Isoleringslagret appliceras med högprecisionsextruders med koncentricitetstoleranser som ligger inom eller bortom branschstandarderna. I fallet med ultrafina koaxialkablar är homogeniteten i denna dielektriska beläggning mycket viktig – kapacitansen och signalhastigheten beror direkt på den.
Steg 3: Vävning och skärmning
Elektromagnetisk störning (EMC) är en oundviklig fiende i tiden för 5G och leverans av video i hög kvalitet. Flerskiktsavskärmning används i våra mikrokoaxiala sammansättningar, ofta i form av folieomslag kombinerade med vävda metallnät. Det kräver specialutvecklade vävmaskiner som kan arbeta med filament så fina som människohår. Mer än 40 produktionsmaskiner är i drift dygnet runt på Hotten för att garantera täckande och flexibel avskärmning – en balans som krävs vid dynamiska användningsområden såsom drönarstabilisatorer eller kirurgiska robotar.
Steg 4: Omskalning
Den yttre jackan skyddar kabeln. Vårt val av material att använda är polyuretan eller PVC, beroende på applikationen. I fallet med medicinska endoskop bör jackan kunna steriliseras och vara biokompatibel. I fallet med industriella drönare bör den kunna motstå slitage och höga temperaturer. Denna lager appliceras utan att skada den fina interna topografin genom kalibrering av våra extrusionslinjer. Detta är inte extrusion i strikt bemärkelse; det är mikroingenjörskonst.
Steg 5: Skärning och avisolering
Ett av de mest känslomässiga stadierna följer nu. Mikrokoaxialkablarna kan inte skäras med vanliga knivar, till skillnad från konventionell kablingsutrustning. Risken för repor på mittledaren eller avbrott i skärmen är alltför stor. Vi använder laserskärnings- och motståndsdrivna avisoleringssystem som tar bort isoleringslagren med kirurgisk precision. Detta är oftast vad som gör skillnaden mellan en fungerande anslutning och en som orsakar signalreflektion.
Steg 6: Terminering och kopplingsmontering
Och en kabelsats är lika bra som dess anslutningar. Vi har tekniker och automatiserade maskiner som samarbetar för att montera mikro-miniaturanslutningar, vanligtvis I-PEX, Hirose eller till och med anpassade designlösningar. Detta är en process av lödning eller lasersvetsning som utförs under förstoring. I fallet med medicinska ultraljudsprober ska detta göras så att signalförlusten är noll. I fallet med AR/VR-huvudset ska det kunna garantera höghastighetsdataöverföring utan fördröjningar.
Steg 7: 100 % funktionsprovning
Kvalitet är inte en port i Hotten; det är en kultur. Varje sats testas ingående. Detta inkluderar:
Kontinuitets- och högspänningsprovning för att bekräfta att den är elektriskt säker.
Impedans-/VSWR-provning för att kontrollera effektiviteten hos signalöverföringen.
Dragkraftprovning och böjlivsprovning för att efterlikna verkliga mekaniska tester i praktiken.
Visuell undersökning med hjälp av automatiserade optiska enheter.
Med en produktionskapacitet på över 144 miljoner meter per år kräver denna grad av noggrannhet standardiserade arbetsprocesser och en nolltoleranspolicy för defekter. 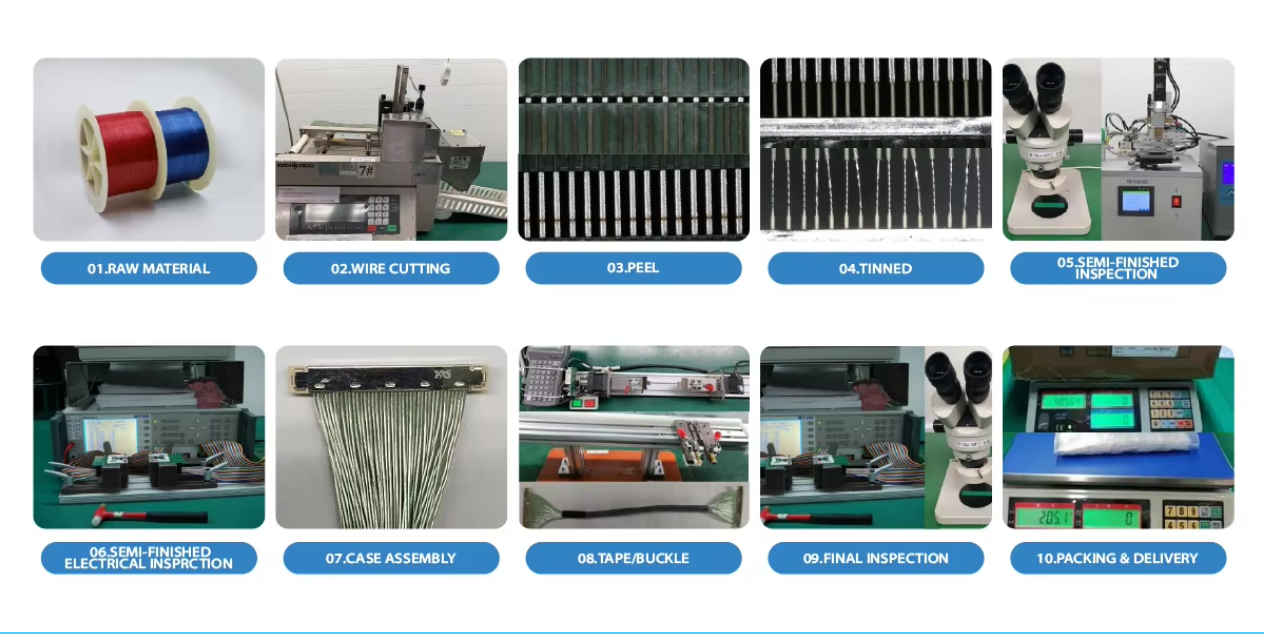
Människofaktorn: FoU som ryggraden
Vårt arbetsflöde kan inte beskrivas utan att nämna ingenjörerna som gör det möjligt. Vårt FoU-team samarbetar fullt ut med kunderna under hela processen från konstruktion till tillverkning och levererar årligen mer än 300 nya kabelförspänningar. Det kan handla om ett anpassat impedanstal för en militär drönare eller en miniatyriserad böjradie för en neurovaskulär kateter – men det är vår förmåga att snabbt skapa prototyper i stor skala som gör att en bra idé blir ett stabilt industriellt eller medicinskt system.
Slutsats: Från vår verkstad till världen
I Hotten Electronic ser vi inte mikrokoaxialkabelsatsar som systemkomponenter, utan som avgörande drivkrafter för innovation. Oavsett om det gäller högfrekventa signaler som matas genom inredningen av en MRI-maskin eller levererar kristallklar video till ett VR-huvudset går tusentals timmar med ingenjörsperfektion med dem.
På vår väg mot att bli en av världens främsta globala leverantörer diskuteras samma motto: kvalitet och säkerhet diskuteras inte – det är vår tillverknings-DNA.
När du söker en partner som kan tillverka precisionskabelsatsar anpassade efter dina specifika behov – oavsett om det gäller en prototyp eller massproduktion – är det dags att inleda en diskussion. Eftersom det vid Hotten finns en koppling på alla sätt.
 Senaste nyheterna
Senaste nyheterna2025-12-17
2025-12-11
2025-12-05
2025-04-29