I högupplösta kameror, vikbara telefoner, medicinska endoskoper och drönargimbalpar dyker termen "50AWG koaxialkabel" allt oftare upp. Många tror att svårigheten med 50AWG mikrokoaxialkabel enbart handlar om "att göra kabeln tunnare" – i verkligheten är det bara det första steget. Den riktiga utmaningen är: vid extremt små dimensioner måste man samtidigt balansera impedanskonsekvens, signalförmåga, mekanisk tillförlitlighet och produktionseffektivitet i stor skala.
1. Vad är en 50AWG mikrokoaxialkabel och varför måste den vara så tunn?
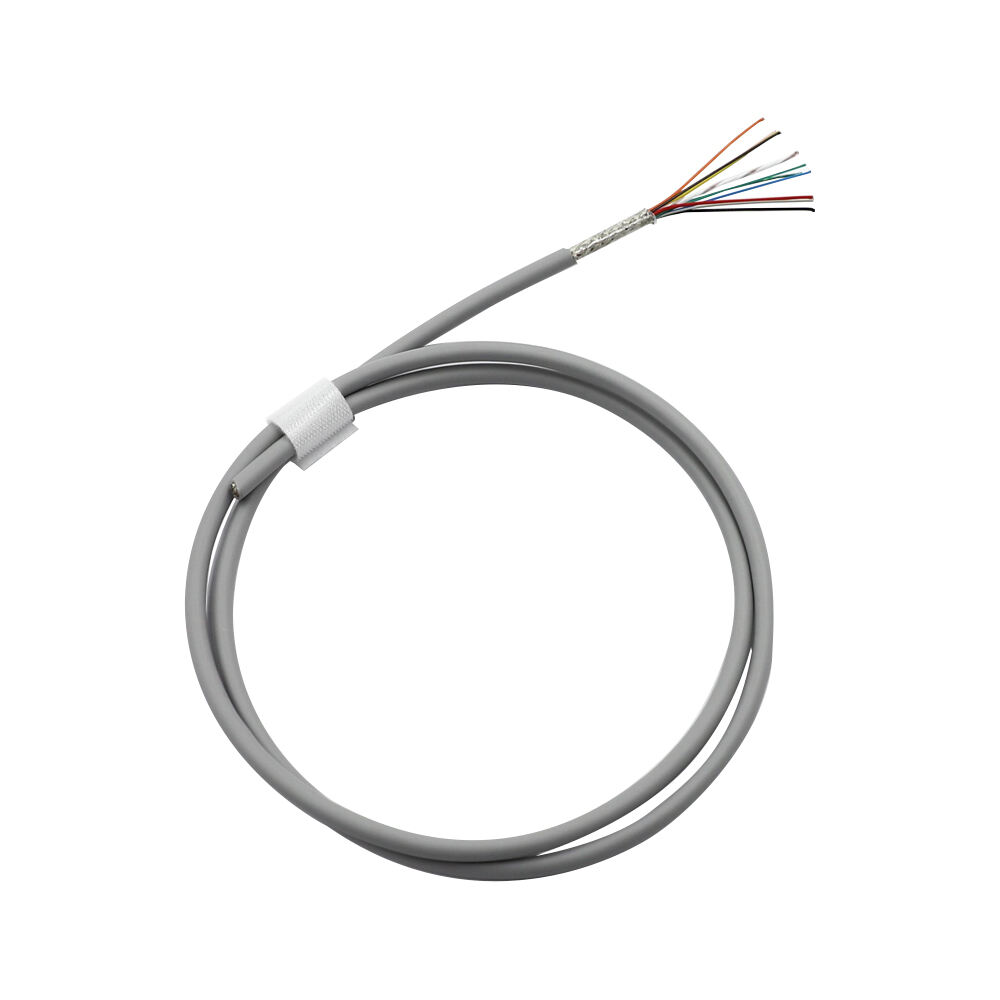
50AWG avser en extremt fin ledarstorlek. En enskild kopparledare har en diameter på endast cirka 0,03 mm – mycket tunnare än ett människohår. Kombinerat med ultratunn isolering och fin skärmning har den färdiga 50AWG mikrokoaxialkabeln typiskt en ytterdiameter på endast cirka 0,15 mm.
Det finns flera typiska användningsscenarier som driver behovet av 50AWG koaxialkabel:
1) Medicinskt utrustningsmaterial
Endoskop, ultraljudsprober och engångsinterventionella katetrar kräver extremt liten ytterdiameter, hög flexibilitet och utmärkt följbarhet inuti kroppen.
2) Högpresterande bildbehandling och sensorteknik
4K/8K-kameramoduler, gaffelmonterade kameror och maskinsynssystem behöver flera kanaler med höghastighetsdifferentialsignaler i mycket begränsat utrymme.
3) Miniatyriserad konsumentelektronik
Vikbara skärmar, ultratunna bärbara datorer och AR/VR-huvudset har alla extremt begränsat internt utrymme och är beroende av ultratunna koaxialkablar för att överföra högfrekventa signaler.
Kort sagt, ju mer produkter utvecklas mot "mindre, lättare, tunnare och högre upplösning", desto mer sannolikt är det att de kommer att övergå till 50AWG mikrokoaxialkablar.
2. Utmaning 1: Bearbetning och plätering av ultratunna ledare
Den första hinderet vid tillverkning av en 50AWG koaxialkabel är ledaren. Svårigheten ligger inte bara i att "dra den tunn", utan även i:
1) Extremt strama dimensions toleranser
När ledardiametern är så liten kan ens minsta avvikelse förstärkas till impedansvariation och dämpningsdrift. Tråddragning och glödgning måste kontrolleras med hög precision.
2) Balans mellan hållfasthet och flexibilitet
• För hård: svårt att vrida samman och montera, och mer benäget att gå sönder vid böjning.
• För mjuk: lätt att sträcka och deformera, vilket påverkar impedansstabilitet och lödkvalitet.
3) Plattjämnhet
Applikationer med hög frekvens använder ofta silverbelagda ledare för att minska förluster vid hög frekvens. På 50AWG-skalan kommer icke-uniform plättjocklek direkt att visa sig som instabila elektriska parametrar och förluster i avkastning.
Därför ställer 50AWG koaxialkablar mycket höga krav på både leverantören av ledare och den interna förmågan att bearbeta ledare.
3. Utmaning 2: Isoleringsextrudering och kontroll av yttre diameter/koncentricitet
Många tror att arbetet är klart så fort kabeln görs tunnare och isoleringen görs tunnare – men för 50AWG-koaxial är isolerskiktet faktiskt den avgörande faktorn som påverkar impedans och stabilitet.
1) Kontroll av dielektricitetskonstant
Högpresterande, stabila fluorpolymertypiska isoleringar såsom PFA används vanligtvis för att stödja överföring vid hög frekvens.
2) Isoleringens tjocklek och koncentricitet
För en 50 Ω-struktur är den geometriska relationen mellan ledare och isolering extremt känslig. Om koncentriciteten avviker något från specifikationen kan impedansvariationen över en hel spole överskrida designfönstret.
3) Konsekvens i isolations yttre diameter
Till exempel, när isolationens yttre diameter är 0,08 mm, hålls toleransen ofta på ±0,003 mm eller ännu strängare. Extruderingslinjen måste ha onlinemätning av yttre diameter, gnisttestning och kontroll av ytdefekter.
Det är därför många kunder upptäcker att trots att olika tillverkare alla hävdar „50AWG mikrokoax“ kan deras impedanskonsistens och dämpningsprestanda skilja sig väsentligt vid faktisk provning.
4. Utmaning 3: Ultrasmå skärmar och EMI-prestanda
50AWG koaxialkablar kombineras vanligtvis med ultrasmå skärmtrådar på ca 0,018 mm för att bilda en insvept skärm.
De främsta utmaningarna inkluderar:
1) Skärmens täthet och täckning
Eftersom både kärnan och skärmspelen är extremt fina kommer dålig spänningskontroll lätt att leda till ojämn läggning, luckor och instabil täckning. Det försämrar direkt kablarnas EMC-skyddsegenskaper.
Höghastighetssignalsvägar och många medicinska tillämpningar kräver hög skyddseffektivitet, vilket innebär hårdare krav på tillverkningsprocessen.
2) Avvägningen mellan skydd och flexibilitet
• Om skärmen lindas för hårt minskar kabelflexibiliteten och böjmotståndslivslängden försämras.
• Om skärmen är för lös sjunker skyddseffektiviteten och kabeln blir mer känslig för yttre störningar.
3) Spänningsavlastning och design av böjzoner
Redan från designstadiet krävs lämpliga strukturer för spänningsavlastning för att förbättra mekaniska prestanda. Utan bra design för töjningsavlastning kan upprepade böjningar nära kontaktskaftet lätt orsaka bristning av ledaren vid eller nära lödförbindelsen.
5. Utmaning 4: Verifiering och kvalitetskontroll – Massproduktion är svårare än prototypframställning
Att framgångsrikt tillverka en prototyp betyder inte att massproduktionen kommer lyckas.
De viktigaste utmaningarna för 50AWG koaxialkablar i massproduktion inkluderar:
1) Impedans- och dämpningsteststrategi
Applikationer med högfrekvens ställer vanligtvis krav på sträng kontroll av impedans, dämpning och reflexförlust. Beroende på applikationen krävs helkontroll eller robusta stickprovsplaner.
2) Test av böj-/vrid-/draghållfasthet
Medicinska och gimbalapplikationer kan kräva tiotusentals eller till och med hundratusentals böjcykler i hållbarhetstester.
3) Materialkonsekvens mellan olika batcher
När man byter ledarebatch, isoleringshartsbatch eller skärmbandsbatch måste viktiga elektriska och mekaniska parametrar verifieras igen för att säkerställa konsekvens.
Med andra ord är den verkliga svårigheten med 50AWG-koaxialkabel att "kontinuerligt och stabilt tillverka samma högkvalitativa produkt över tid", snarare än att tillfälligt producera en bra trumma.
6. Hur väljer man en lämplig leverantör av 50AWG koaxialkabel?
Ur ingenjörs- och inköpssynvinkel, när du väljer en leverantör av 50AWG mikrokoaxialkabel, kan du fokusera på följande punkter:
1) Har de beprövad erfarenhet av extrafina AWG-storlekar (48–50AWG) i verkliga projekt?
2) Kan de erbjuda en komplett lösning för kablagelement istället för att bara sälja släppkabel?
3) Kan de anpassa impedans (50Ω / 75Ω), yttre diameter, antal ledare och skärmstruktur efter önskemål?
4) Har de nödvändiga testmöjligheter: TDR, vektoriell nätverksanalys, böjlivslängdtester etc.?
5) Förstår de de specifika kraven och certifieringsvanorna inom medicinsk teknik, UAV, kameramoduler och liknande branscher?
Slutsats: Varför 50AWG är "mer invecklad, mer känslig, mer ömtålig"
Därför är varje tillverkningssteg för en 50AWG mikrokoaxialkabel – från ledaresträckning, isoleringsextrudering och ultrafin skärmslinga till kablageavslutning och verifiering av elektrisk prestanda – långt mer "delikat, känslig och ömtålig" än konventionella kabelstrukturer. Även den minsta processvariation kan förstärkas till impedansdrift eller onormal dämpning.
Hotten Cable har redan etablerat en mogen utvecklingskapacitet för 50AWG mikrokoaxialkablar. Provproduktionen är nu stabil, och vi fortsätter att förfina processkontroll och parameteroptimering för att möta kraven på framtida volymproduktion och hjälpa kunder att med säkerhet införa 50AWG mikrokoaxialkablar i högpresterande tillämpningar såsom medicinska instrument, UAV-avbildningssystem och kameramoduler.
 Senaste nyheterna
Senaste nyheterna2025-12-17
2025-12-11
2025-12-05
2025-04-29