Enligt ledande tekniska prognoser förväntas den globala installerade basen av humanoida robotar överskrida 5 miljoner enheter år 2030.
Bakom denna vision ligger en omfattande och ofta överlookad efterfrågan på leveranskedjan: endast förbrukningen av kabelförband uppskattas nå 120–150 miljoner meter.
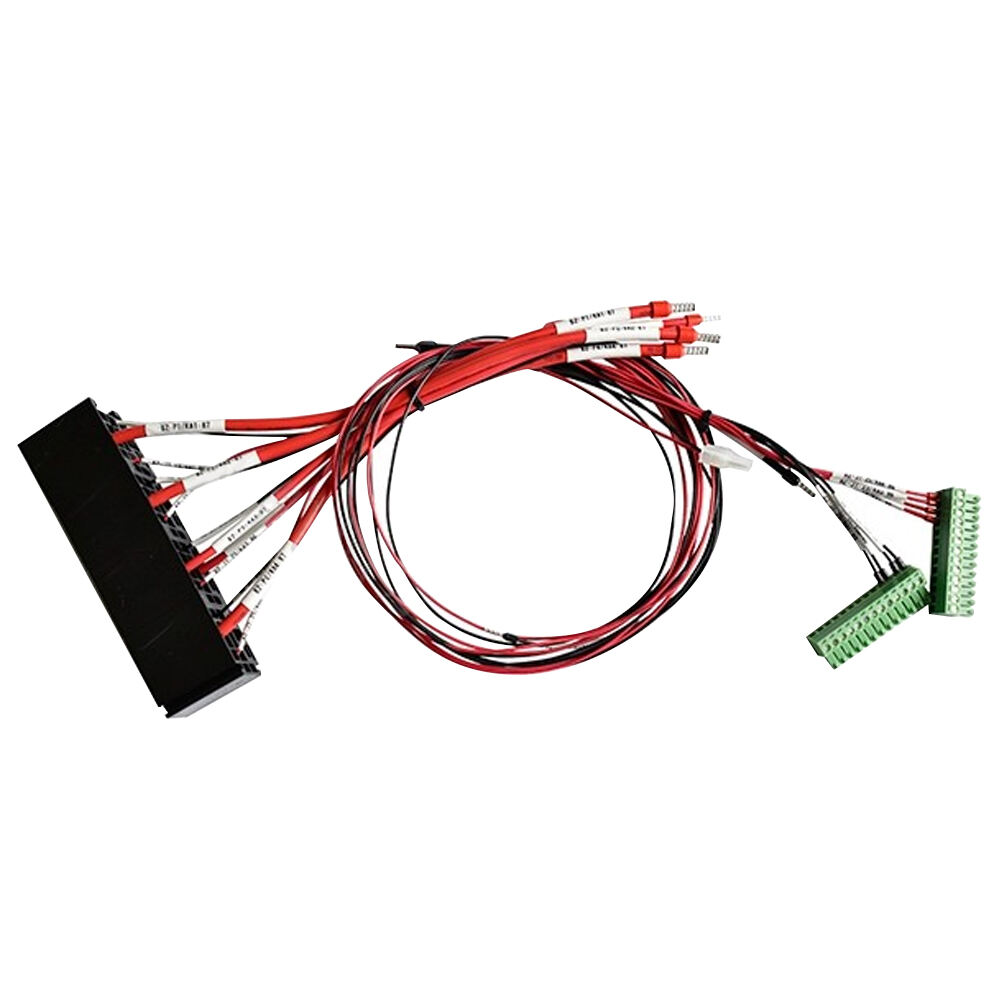
I denna utveckling är den mest utmanande komponenten inte stamkablarna eller huvudkabelbuntarna, utan det så kallade »nervsystemet« vid robotens slutverktyg –
de precisionsgränssnittskabelförbanden för humanoida robotars händer.
1. En teknisk djupzon på 25 miljoner meter
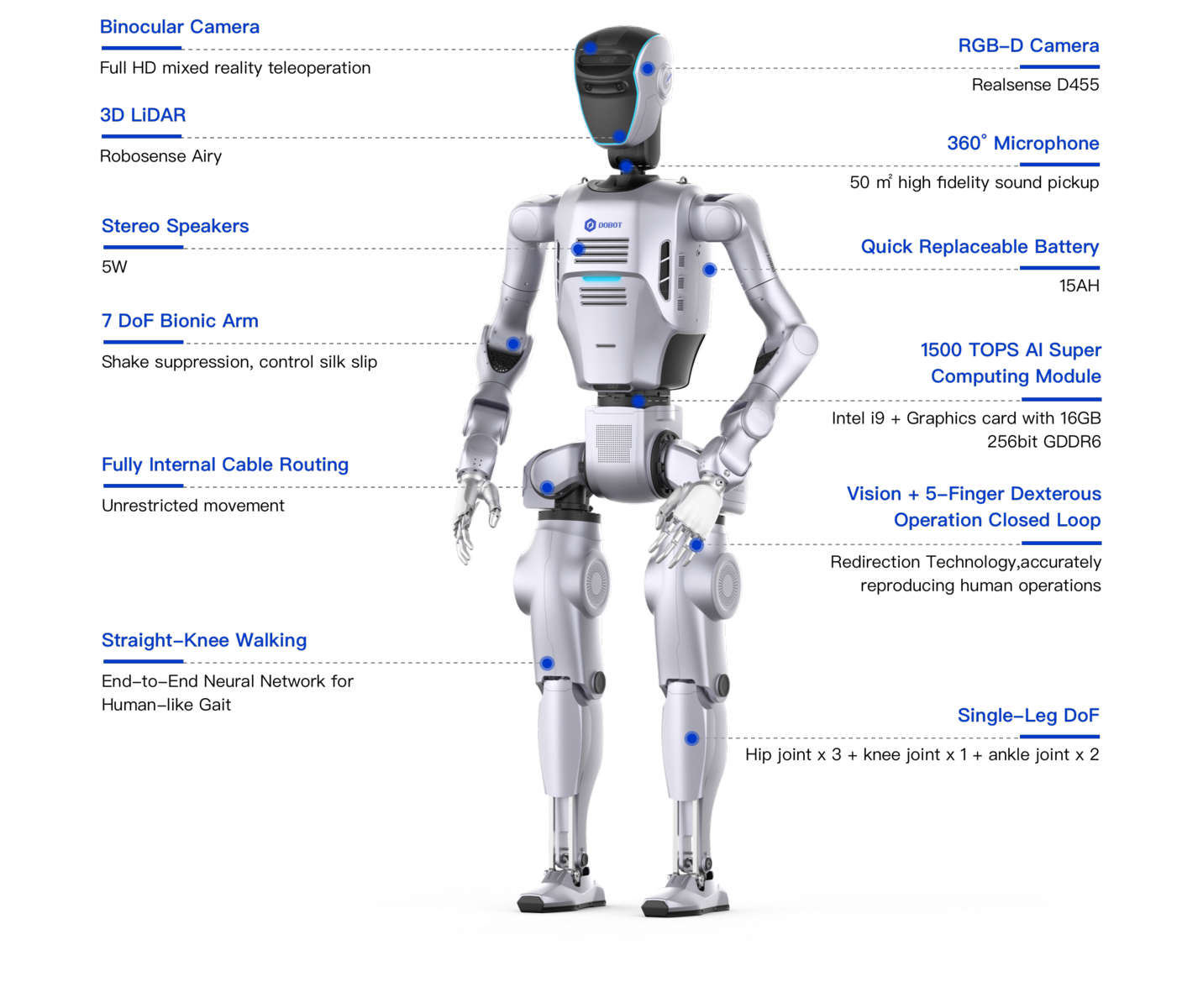
Inom en humanoid robot varierar den totala kabellängden vanligtvis mellan 20 och 35 meter, varav handkablarna endast utgör 5–6 meter.
Denna del representerar dock den högsta tekniska svårighetsgraden.
Extrema utrymmesbegränsningar
En skicklig robothand med 5 fingrar och 15–20 frihetsgrader måste rymma 60–120 ledare inom ett extremt begränsat inre utrymme. Dessa ledare ansvarar för:
Inom varje finger måste utrymmet delas med senor (kabeldrivna strukturer), leder och mekaniska komponenter.
Baserat på aktuella kundprojektevalueringar omfattar typiska krav på fingerkabelsatsar följande:
Integrering av ca 10 ledare per bunt
Total yttre diameter kontrollerad inom ≤ 1,1 mm
Detta driver en kontinuerlig miniatyrisering av enskilda ledare. Branschspecifikationer utvecklas från 36 AWG till 40 AWG, 44 AWG och även 48 AWG , där enstaka trådars diameter vanligtvis ligger mellan 0,2 mm och 0,9 mm.
1) Storleksbegränsningar som drivs av strukturella gränser
Fingerstrukturen måste ta emot både mekanisk aktivering (senor) och elektrisk överföring inom en begränsad diameter.
Detta ställer strikta krav på kabellängden samtidigt som funktionalitet och hållbarhet bevaras.
2) Dynamisk böjning är kontinuerlig, inte tillfällig
Till skillnad från statiskt kablingsutrustning utsätts fingerkablar för kontinuerlig rörelse under:
Dessa rörelser sker vid böjning på millimeternivå radier , vilket ställer extrema krav på ledarens flexibilitet och isoleringens motstånd mot utmattning.
3) Kombinerad belastning: böjning, vridning och drag
I verkliga tillämpningar utsätts kablar för komplex mekanisk belastning, inklusive:
Denna kombination av böjning + vridning + drag utgör ett av de scenarier där konventionella industriella kablar oftast går sönder.
Även om många kablar presterar väl i statiska tester misslyckas de ofta snabbt vid dynamiska livscykeltester och visar upp:
2. Tvärgående branschstöd: Från medicinsk bildbehandling till smidig robotik
Varför är endast ett fåtal företag – såsom Gore, Axon och Hotten – i stånd att etablera sig på marknaden för högkvalitativa kabelsystem för robotfingrar?
Svaret ligger i teknologisk konvergens.
Tillverkningskapaciteten som krävs för kabelsystem till robotfingrar överlappar i stor utsträckning den som används för:
Hottens erfarenhet av massproduktion av 46 AWG ultrafina medicinska koaxialkablar hanterar direkt de centrala utmaningarna vid konstruktion av kablar för robotfingrar.
Ultra-liten böjradieprestanda
Fingerrörelse kräver att kablar fungerar tillförlitligt under extremt strama böjförhållanden.
Konventionella kablar tenderar att snabbt gå sönder under sådan belastning.
Genom att använda ultrafina flertrådiga silverbelagda kopparlegeringsledare (t.ex. 40 AWG, 19×0,018 mm) uppnår kabelsatsar:
Stabilitet under kombinerad mekanisk belastning
För att tåla högfrekvent vridning och böjning är strukturell stabilitet avgörande.
Hotten integrerar Kevlar (aramidfiber) som en dragstark förstärkningskärna, vilket säkerställer:
Fördelar med tillverkning på medicinskt nivå
Tillverkning av medicinska kablar inför högre krav på:
I miljöer där människor interagerar med robotar blir dessa fördelar allt viktigare för att minimera potentiella hälsorisker och säkerställa konsekvent prestanda.
3. Avancerad materialsynergi för ultrafina kabelsystem
Att uppnå hög tillförlitlighet i extremt små diametrar kräver en systemnivå-baserad material- och strukturlösning, snarare än beroende av en enskild komponent.
Isoleringsskikt
Högpresterande material, såsom PFA eller ETFE, används för att uppnå:
Mantelmaterial
Anpassade jacketer av TPU eller silikon appliceras för att säkerställa:
Flexibilitet och smidig rörelse
Minskad friktion inom begränsade strukturer
Förhindrande av rörelsemotstånd eller "klibbning"
Dessa material klarar 5–20 miljoner dynamiska böjcykler och uppfyller kraven för långvarig robotdrift.
Slutsats: Mot ingenjörsstandarden för robotkabelsystem år 2026
Med den snabba utvecklingen av plattformar som Tesla Optimus övergår humanoidrobotik från laboratorieprototyper till skalbar produktion.
Vid denna förändring är den avgörande frågan inte längre om en kabel kan utvecklas, utan om den kan:
Tillverkas konsekvent enligt ultrafina specifikationer
Valideras under långsiktiga dynamiska förhållanden
Levereras med stabil kvalitet i stor skala
Med djup expertis inom 36–46 AWG ultrafina ledare, högprecisionsextrudering och dynamisk livscykeltestning är Hotten positionerad för att leverera pålitliga "nevrala system"-lösningar för humanoidrobotar av nästa generation.
På den framväxande marknaden för miljardmeter är precisionskablar inte längre sekundära komponenter — de är grundläggande för att möjliggöra verklig fingerfärdighet och långsiktig pålitlighet i humanoidrobotik.
 Senaste nyheterna
Senaste nyheterna2025-12-17
2025-12-11
2025-12-05
2025-04-29