Szybkie linki

W wysokorozdzielczych kamerach, telefonach składanych, medycznych endoskopach oraz stabilizatorach dronów pojawia się coraz częściej termin „kabel koncentryczny 50AWG”. Wiele osób uważa, że trudność produkcji mikrokabla 50AWG polega wyłącznie na „zmniejszeniu grubości kabla” – w rzeczywistości jest to jedynie pierwszy krok. Prawdziwe wyzwanie polega na tym, że przy ekstremalnie małych wymiarach należy jednocześnie zapewnić spójność impedancji, integralność sygnału, niezawodność mechaniczną oraz wysoką wydajność produkcji seryjnej.
1. Czym jest mikrokabel koncentryczny 50AWG i dlaczego musi być tak cienki?
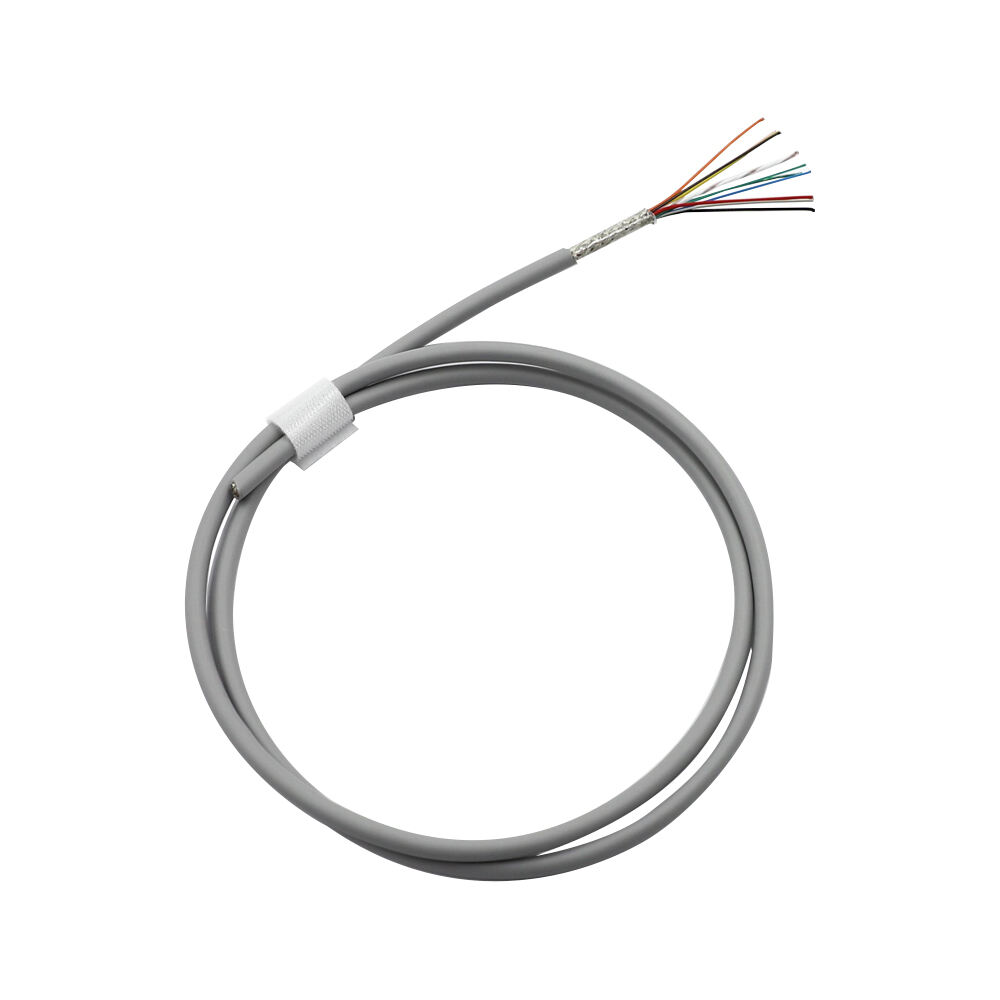
50AWG odnosi się do niezwykle cienkiego przewodu. Pojedynczy przewodnik miedziany ma średnicę około 0,03 mm – znacznie cieńszy niż włos ludzki. W połączeniu z nadzwyczaj cienką izolacją i drobną ekranizacją, gotowy mikrokablowiec koncentryczny 50AWG ma typową średnicę zewnętrzną jedynie około 0,15 mm.
Istnieje kilka typowych scenariuszy zastosowań, które wymagają użycia kabla koncentrycznego 50AWG:
1) Urządzenia medyczne
Endoskopy, głowice ultradźwiękowe oraz jednorazowe kathetry interwencyjne wymagają bardzo małej średnicy zewnętrznej, wysokiej elastyczności oraz doskonałej przebieżności w organizmie.
2) Zaawansowane systemy wizyjne i czujniki
moduły kamer 4K/8K, kamery na stabilizatorach oraz systemy wizji maszynowej potrzebują wielu kanałów szybkich sygnałów różnicowych w bardzo ograniczonej przestrzeni.
3) Zminiaturyzowana elektronika użytkowa
Wyświetlacze składane, ultra cienkie notebooki oraz zestawy AR/VR mają wysoce skompresowaną wewnętrzną przestrzeń i polegają na ultra cienkich kablach koncentrycznych do przesyłania łączy wysokiej częstotliwości.
Krótko mówiąc, im bardziej produkty zmierzają ku „mniejszym, lżejszym, cieńszym i wyższej rozdzielczości”, tym bardziej prawdopodobne jest ich przejście na przewody koncentryczne 50AWG.
2. Wyzwanie 1: Przetwarzanie i kontrola powłok przewodników ultra cienkich
Pierwszą przeszkodą w produkcji kabla koncentrycznego 50AWG jest przewodnik. Trudność polega nie tylko na „wyciągnięciu go cienko”, lecz także na:
1) Bardzo wąskich tolerancjach wymiarowych
Gdy średnica przewodnika jest tak mała, nawet niewielkie odchylenie może prowadzić do zmian impedancji i dryfu tłumienia. Procesy wyciągania i odpuszczania muszą być kontrolowane z dużą precyzją.
2) Zrównoważenie wytrzymałości i giętkości
• Zbyt twardy: trudny do skręcania i montażu, a także bardziej podatny na pęknięcia przy zginań.
• Zbyt miękki: łatwy do rozciągania i odkształcania, co wpływa na stabilność impedancji i jakość lutowania.
3) Jednolitość powłoki
W aplikacjach wysokiej częstotliwości często stosuje się przewodniki pokryte srebrem, aby zmniejszyć straty sygnału przy wysokich częstotliwościach. W skali 50AWG nieregularna grubość powłoki przejawia się bezpośrednio niestabilnymi parametrami elektrycznymi i utratą wydajności.
W rezultacie kable koncentryczne 50AWG stawiają bardzo wysokie wymagania zarówno dostawcy przewodników, jak i możliwościom wewnętrznym związanych z przetwarzaniem przewodników.
3. Wyzwanie 2: Ekstruzja izolacji oraz kontrola średnicy zewnętrzną/koncentryczności
Wiele osób uważa, że praca jest zakończona, gdy kabel staje się cieńszy i izolacja również – jednak w przypadku kabli koncentrycznych 50AWG warstwa izolacji jest kluczowym czynnikiem wpływającym na impedancję i stabilność.
1) Kontrola stałej dielektrycznej
Do transmisji wysokiej częstotliwości zwykle stosuje się wysokiej wydajności, stabilną izolację fluoropolimerową, taką jak PFA.
2) Grubość izolacji i koncentryczność
Dla struktury 50Ω zależność geometryczna między przewodnikiem a izolacją jest wyjątkowo wrażliwa. Jeżeli współśrodkowość odbiega choćby nieznacznie od specyfikacji, zmienność impedancji na całej długości szpuli może przekraczać zakres projektowy.
3) Spójność średnicy zewnętrzną izolacji
Na przykład, gdy średnica zewnętrzna izolacji wynosi 0,08 mm, tolerancja często wynosi ±0,003 mm lub nawet mniejsza. Linia wytłaczania musi zapewniać ciągłą kontrolę średnicy, test iskrowy oraz sprawdzanie powierzchni pod kątem defektów.
Dlatego wielu klientów stwierdza, że mimo iż różni producenci deklarują „koaksjalny mikrokablowy 50AWG”, spójność impedancji i tłumienie sygnału mogą znacznie się różnić podczas rzeczywistych testów.
4. Wyzwanie 3: Nadzwyczaj cienka osłona i wydajność EMI
kable koncentryczne 50AWG są zazwyczaj wyposażone w nadzwyczaj cienkie druty ekranujące o średnicy około 0,018 mm, tworzące płaszcz chroniący.
Główne wyzwania obejmują:
1) Gęstość i pokrycie ekranowania
Ponieważ zarówno rdzeń, jak i żyły ekranujące są bardzo cienkie, słaba kontrola napięcia łatwo prowadzi do nierównomiernego ułożenia, szczelin oraz niestabilnego pokrycia. To bezpośrednio pogarsza skuteczność ekranowania kabla przed zakłóceniami elektromagnetycznymi (EMI).
Szybkie ścieżki sygnałowe oraz wiele zastosowań medycznych wymagają wysokiej skuteczności ekranowania, co stawia wysokie wymagania dla procesu produkcyjnego.
2) Kompromis między ekranowaniem a elastycznością
• Jeśli oplot ekranujący jest nawinięty zbyt ciasno, zmniejsza się elastyczność kabla, a jego trwałość przy zginaniu w cyklach obciążenia ulega pogorszeniu.
• Jeśli ekran jest zbyt luźny, skuteczność ekranowania spada, a kabel staje się bardziej podatny na zakłócenia zewnętrzne.
3) Zwalnianie naprężeń i projektowanie obszarów gięcia
Już na etapie projektowania konieczne są odpowiednie struktury zwalniające naprężenia, aby poprawić wytrzymałość mechaniczną. Brak dobrego projektu kompensacji odciągania powoduje, że wielokrotne zginalanie w pobliżu ogona złączowego łatwo prowadzi do przerwania przewodnika w miejscu złącza lutowanego lub w jego pobliżu.
5. Wyzwanie 4: Weryfikacja i kontrola jakości – produkcja seryjna jest trudniejsza niż prototypowanie
Pomyślne wykonanie prototypu nie oznacza sukcesu w produkcji seryjnej.
Główne wyzwania związane z kablami koncentrycznymi 50AWG w produkcji masowej to:
1) Strategia pomiaru impedancji i tłumienia
Zastosowania wysokoczęstotliwościowe zazwyczaj wymagają ścisłej kontroli impedancji, tłumienia oraz odbicia sygnału. W zależności od zastosowania, konieczna jest pełna inspekcja lub solidne plany próbkowania.
2) Testy niezawodności pod kątem gięcia/skręcania/rozciągania
W zastosowaniach medycznych i w urządzeniach typu gimbal może być wymagane przeprowadzenie dziesiątek tysięcy, a nawet setek tysięcy cykli gięcia w testach niezawodności.
3) Spójność materiału między partiami
Przy zmianie partii przewodnika, żywicy izolacyjnej lub drutu ekranującego, należy ponownie sprawdzić kluczowe parametry elektryczne i mechaniczne, aby zapewnić spójność.
Innymi słowy, rzeczywistym wyzwaniem dla kabla koncentrycznego 50AWG jest „ciągłe i stabilne wytwarzanie tego samego produktu wysokiej jakości przez dłuższy czas”, a nie jednorazowe wyprodukowanie jednego dobrego bębna.
6. Jak wybrać odpowiedniego dostawcę kabla koncentrycznego 50AWG?
Z inżynierskiego i zakupowego punktu widzenia, przy wyborze partnera dostarczającego mikrokabiele koncentryczne 50AWG, można skupić się na następujących aspektach:
1) Czy mają udokumentowane doświadczenie w realizacji projektów z wykorzystaniem ekstremalnie cienkich przewodów o numerze AWG (48–50AWG)?
2) Czy mogą zapewnić kompleksowe rozwiązanie w postaci gotowego zestawu kablowego, a nie tylko sprzedać kabel luzem?
3) Czy są w stanie zaoferować niestandardowe parametry takie jak impedancja (50Ω / 75Ω), średnica zewnętrzna (OD), liczba żył, struktura ekranowania?
4) Czy dysponują niezbędnymi możliwościami testowymi: TDR, analiza sieci wektorowych, testy trwałości przy zginaNIU itp.?
5) Czy rozumieją specyficzne wymagania oraz zwyczaje certyfikacyjne w branżach medycznej, dronów, modułów kamer oraz podobnych?
Wniosek: Dlaczego 50AWG to „bardziej delikatne, bardziej wrażliwe, bardziej kruche”
Dlatego każdy etap produkcji mikrokabla koncentrycznego 50AWG – od wytłaczania przewodnika, izolacji, nawijania nadzwyczaj cienkiego ekranu, po zakończenie wiązki przewodów oraz weryfikację parametrów elektrycznych – jest znacznie bardziej „delikatny, wrażliwy i kruchy” niż w przypadku tradycyjnych konstrukcji kabli. Nawet najmniejsze wahania procesu mogą zostać wzmocnione, prowadząc do dryftu impedancji lub nieprawidłowego tłumienia.
Hotten Cable już opracował dojrzałą zdolność rozwojową w zakresie mikrokabli koncentrycznych 50AWG. Produkcja próbek jest obecnie stabilna, a my systematycznie doskonalimy kontrolę procesu i optymalizację parametrów, aby spełnić wymagania przyszłej produkcji seryjnej oraz pomóc klientom w pewnym wdrażaniu mikrokabli 50AWG w zastosowaniach wysokiej klasy, takich jak urządzenia medyczne, systemy obrazowania dronów i moduły kamer.
 Gorące wiadomości
Gorące wiadomości2025-12-17
2025-12-11
2025-12-05
2025-04-29