Технічний аналіз для інженерів OEM, що охоплює структуру кабелю, екранування, контроль імпедансу, вибір матеріалів та перевірку надійності у застосуваннях високопродуктивних кабельних зборок.

У сучасних системах ультразвукового візуалізації міжконтактна мережа безпосередньо підключена до п’єзоелектричних перетворювачів з високим імпедансом і рівнем сигналу в мікровольтах. Ці компоненти передньої частини надзвичайно чутливі до втрат сигналу й електричних шумів. Коли сигнали проходять через щільні масивні топології з 64, 128, 160, 192 та 256 каналами, розподілена ємність кабелю ультразвукового датчика виступає як паразитний шунт низькочастотного фільтра. Надмірна ємність кабелю безпосередньо погіршує сигнал до того, як він надходить до системи формування пучка. Тому мінімізація ємності по всій довжині спеціально розробленої кабельної збірки є обов’язковою для збереження співвідношення сигнал/шум (SNR) та досягнення осьової та поперечної просторової роздільної здатності на рівні менше одного міліметра.
Ємність безпосередньо визначається фізичною геометрією та діелектричними властивостями ізоляційної системи. У коаксіальних кабельних структурах ємність пропорційна відносній діелектричній проникності (εr) ізоляційного матеріалу. Стандартні тверді фторполімери, такі як FEP і PFA, зазвичай мають діелектричну проникність приблизно 2,1. Використовуючи технологію мікросклітинного нагнітання газу для отримання піноподібної ізоляції з PFA або FEP, у діелектричну структуру вводяться повітряні пори (εr = 1,0), що знижує загальну діелектричну проникність до приблизно 1,4–1,6. Цей підхід дозволяє створювати надтонкі мікроскопічні коаксіальні кабелі з перерізом проводів від 40 AWG до 48 AWG, що забезпечують цільові значення ємності на рівні до 50 пФ/м.
Типове порівняння розподіленої ємності:
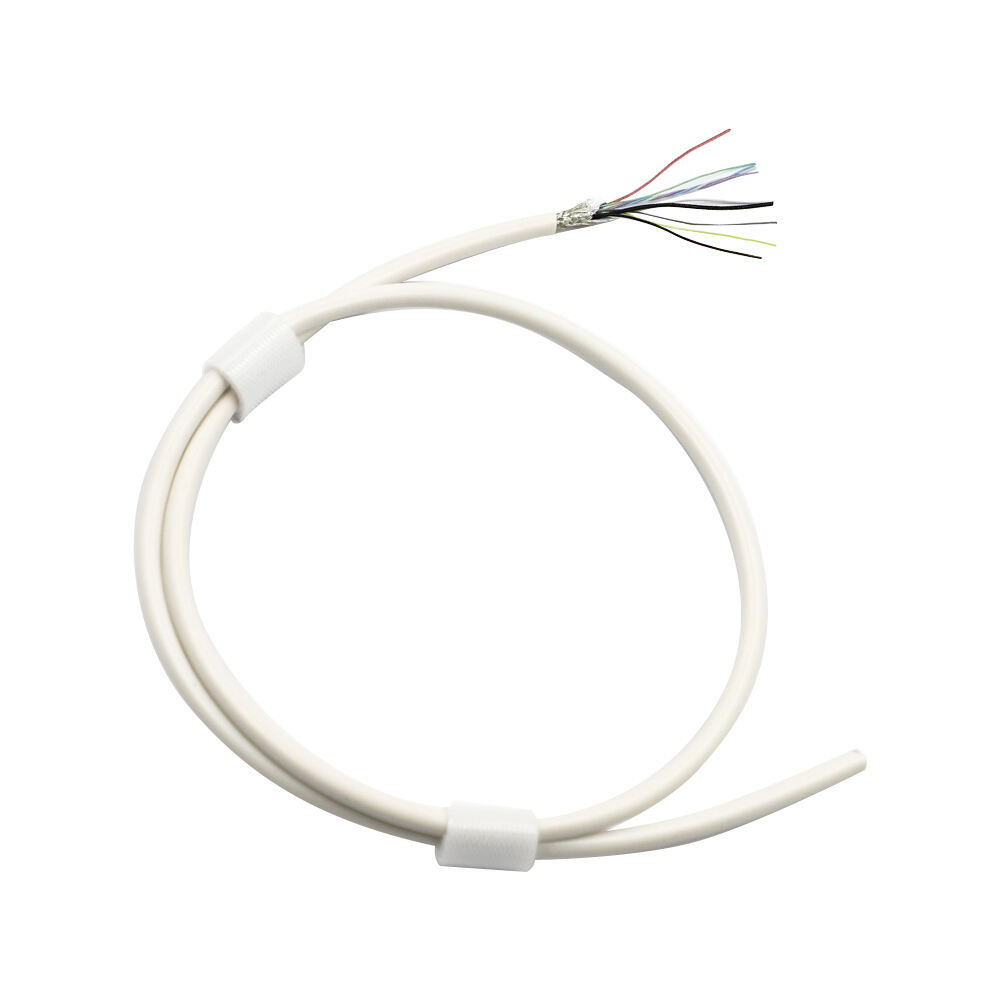
Багатоканальні системи зондів вимагають високорівномірної кабельної архітектури з контролюваним імпедансом, щоб усунути розбіжність каналів та неузгодженість фаз. Навіть незначні відхилення в концентричності або щільності пінопластового шару можуть порушити електричну стабільність і призвести до руйнівних фазових помилок. У той самий час щільне розташування мікроаксіальних кабелів вимагає застосування передових стратегій екранування від електромагнітних перешкод (ЕМП). Поєднання екранування окремих провідників із загальним екраном забезпечує необхідну ізоляцію для зменшення зовнішніх електромагнітних перешкод і внутрішнього взаємного впливу (крос-тalking), що сприяє збереженню цілісності сигналу.
Медичні застосунки в галузі візуалізації вимагають кабелів з високою гнучкістю, здатних витримувати десятки тисяч циклів згинання та кручення, що виникають під час клінічної експлуатації. Однак зниження ємності за рахунок більш товстих ізоляційних шарів або підвищення надійності екранування неминуче призводить до збільшення жорсткості кабелю та його загального діаметра. Щоб збалансувати цей інженерний компроміс, зазвичай використовують провідники з мідного сплаву, покриті сріблом, високої міцності, та надзвичайно гнучкі матеріали для зовнішньої оболонки. Їхню продуктивність необхідно підтвердити за допомогою суворої багатовісної гнучкісної та випробувальної перевірки на стійкість до згинання.
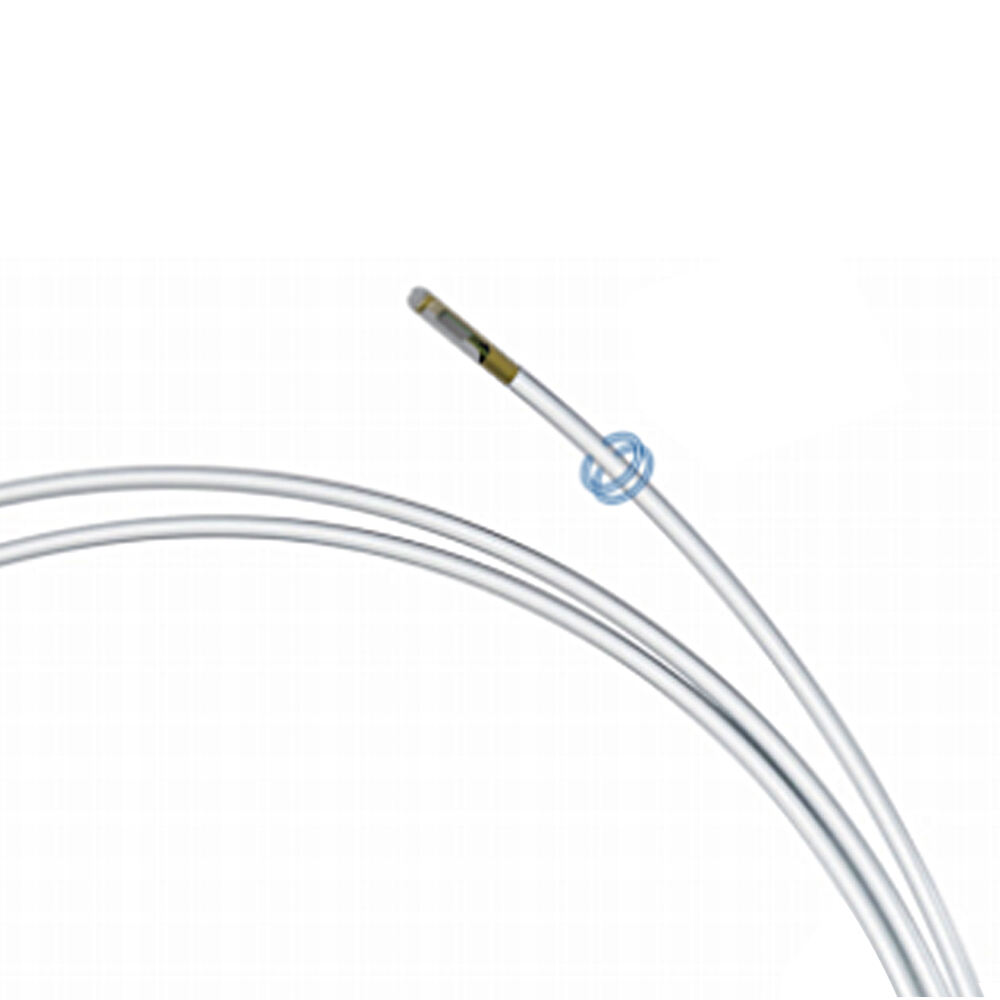
Інтерфейс припинення з’єднання між пучком мікроаксіальних кабелів і системною друкованою платою є поширеним джерелом розриву імпедансу. Припинення ультратонких провідників діаметром до 48 AWG вимагає технологій прямого паяння з високою щільністю або використання мікроаксіальних роз’ємів з кроком до 0,3 мм. Різкі геометричні переходи на таких інтерфейсах можуть викликати відбиття сигналів, що негативно впливають на узгодженість зображень у різних каналах.
Виготовлення медичних кабельних збірок з високим виходом придатної продукції вимагає суворого контролю процесів витягування дроту, пінопластичної екструзії фторполімерів та багатовісного планетарного кабелювання, щоб забезпечити рівномірний розподіл натягу без введення крутильного напруження. Виробництво має здійснюватися на підприємствах, сертифікованих за стандартом ISO 13485. Комплексні процедури забезпечення якості включають 100-відсоткове вимірювання ємності для побудови профілю імпедансу вздовж кожного каналу та підтвердження відсутності локальних відхилень у процесі виробництва.
У 128-канальному лінійному зонді високої частоти, розробленому для поверхневого судинного ультразвукового дослідження, заміна стандартного пучка кабелів із твердим діелектриком на спеціальний зонд із піноподібним діелектриком ємністю 50 пФ/м значно зменшує втрати внесення на високих частотах на кабелі довжиною 2 метри. Зниження ємнісного навантаження безпосередньо покращує чутливість до ефекту Доплера та загальну клінічну чіткість зображення.
Оптимізація передових ультразвукових зондів вимагає контролю розподіленої ємності на рівні цільового порогу приблизно 50 пФ/м за допомогою точних технологій піноутворення та жорстко регульованих виробничих допусків. Для інженерних команд OEM-виробників вибір партнера з міжз’єднувальних рішень, що має спеціалізовані можливості екструзії мікроаксіальних кабелів та виробничу інфраструктуру, сертифіковану за ISO 13485, забезпечує, що теоретичні переваги щодо цілісності сигналу перетворюються на повторювані й практично ефективні клінічні результати.
 Гарячі новини
Гарячі новини2025-12-17
2025-12-11
2025-12-05
2025-04-29