Технический анализ для инженеров ОЕМ, охватывающий конструкцию кабеля, экранирование, контроль импеданса, выбор материалов и валидацию надёжности в приложениях высокопроизводительных кабельных сборок.

В современных системах ультразвуковой визуализации межсоединительная сеть напрямую подключена к пьезоэлектрическим преобразователям с высоким импедансом и уровнем сигнала в микровольтах. Эти компоненты переднего каскада чрезвычайно чувствительны к потере сигнала и электрическим помехам. При прохождении сигналов через плотные топологии массивов с 64, 128, 160, 192 и 256 каналами распределённая ёмкость кабеля ультразвукового зонда действует как паразитный шунтирующий фильтр нижних частот. Избыточная ёмкость кабеля напрямую ухудшает сигнал до его поступления в систему формирования луча. Следовательно, минимизация ёмкости по всей длине специализированной кабельной сборки является обязательным условием для поддержания соотношения сигнал/шум (SNR) и достижения осевого и поперечного пространственного разрешения на уровне менее одного миллиметра.
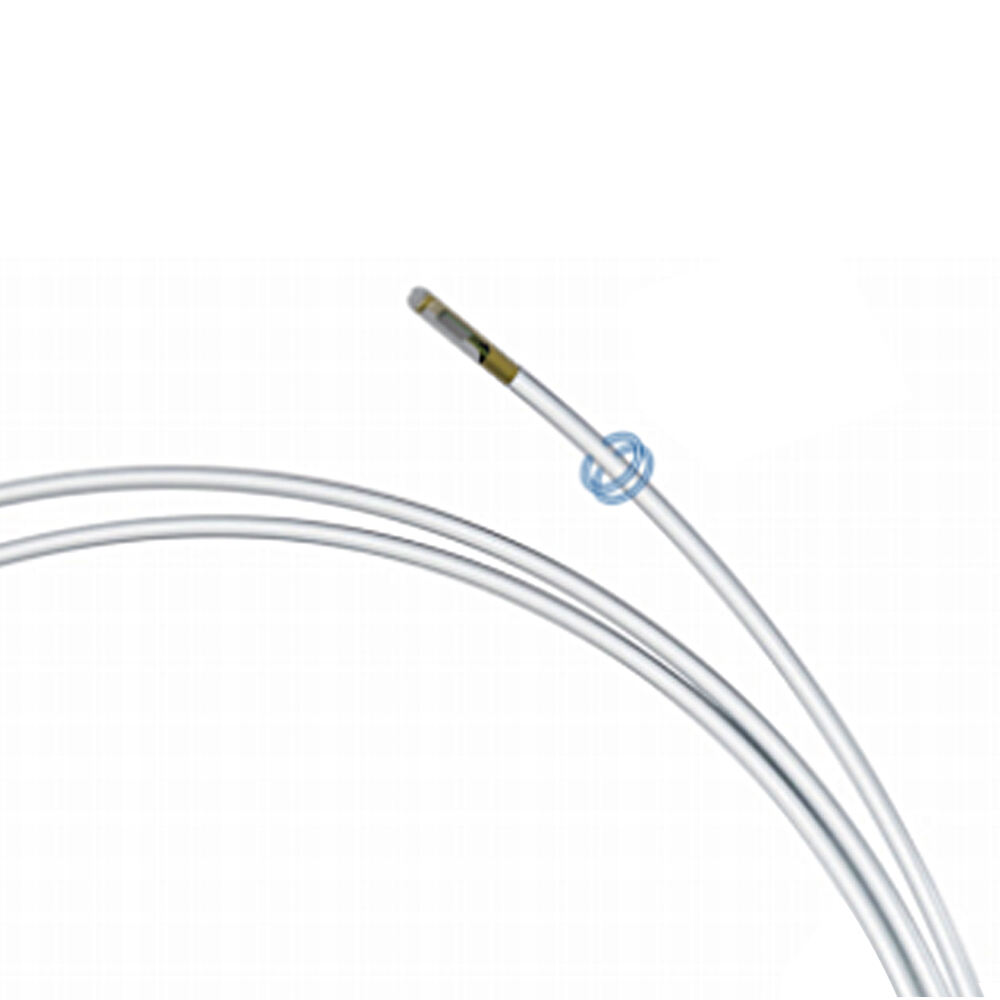
Ёмкость напрямую определяется физической геометрией и диэлектрическими свойствами изоляционной системы. В коаксиальных кабельных конструкциях ёмкость пропорциональна относительной диэлектрической проницаемости (εr) изолирующего материала. Стандартные твёрдые фторполимеры, такие как ФЭП и ПФА, обычно имеют диэлектрическую проницаемость около 2,1. Применение технологии вспенивания с инжекцией микропузырьков газа для получения вспененной изоляции из ПФА или ФЭП вводит воздушные полости (εr = 1,0) в диэлектрическую структуру, снижая общую диэлектрическую проницаемость до примерно 1,4–1,6. Такой подход позволяет создавать сверхтонкие микро-коаксиальные кабели с диаметром проводника от 40 AWG до 48 AWG, достигая целевых значений ёмкости на уровне всего 50 пФ/м.
Сравнение типичной распределённой ёмкости:
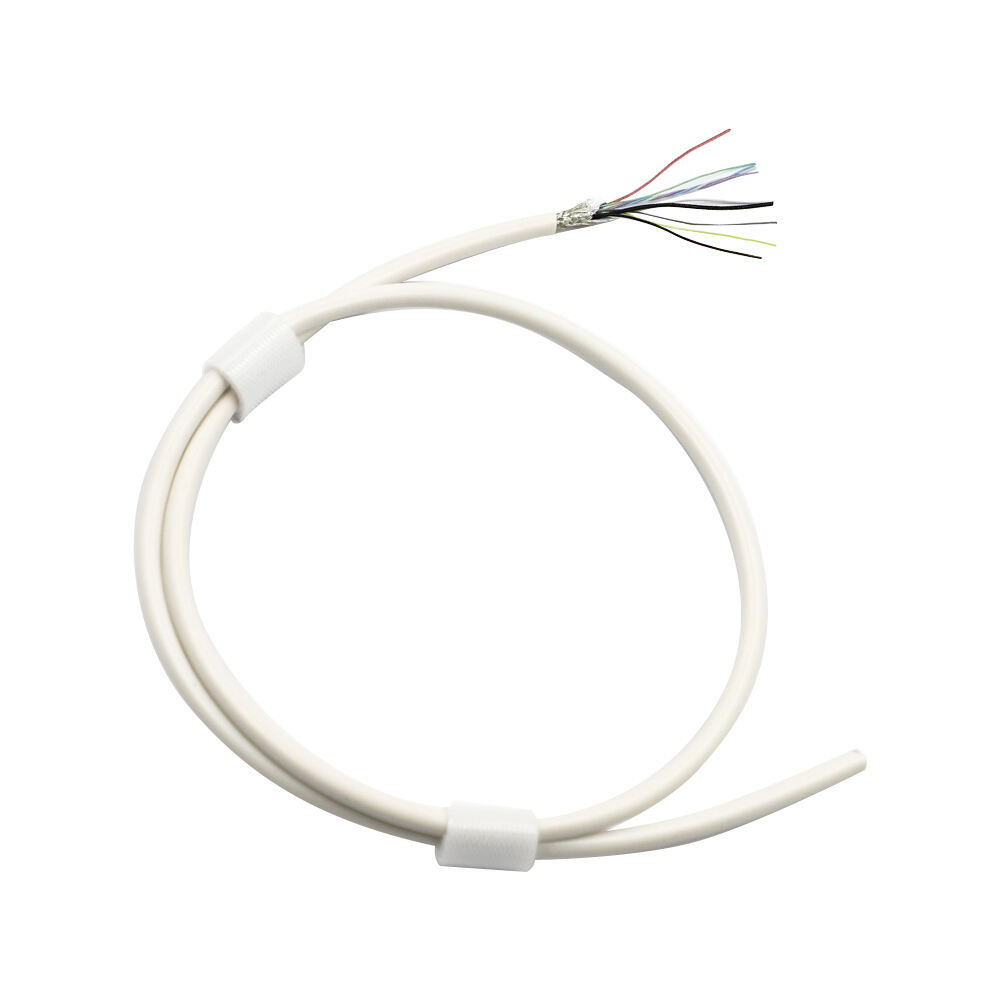
Для многоканальных зондовых систем требуются кабельные архитектуры с высокой степенью однородности и контролируемым волновым сопротивлением, чтобы устранить рассогласование каналов и фазовый дисбаланс. Даже незначительные отклонения в концентричности или плотности пеноматериала могут нарушить электрическую однородность и вызвать разрушительные фазовые ошибки. В то же время плотное расположение микроаксиальных кабелей требует применения передовых стратегий экранирования от электромагнитных помех (ЭМП). Комбинирование экранирования посредством оплётки из проволоки с общим экранированием обеспечивает необходимую изоляцию для снижения внешних электромагнитных помех и внутренней взаимной наводки, тем самым сохраняя целостность сигнала.
Для медицинских приложений визуализации требуются кабели с высокой гибкостью, способные выдерживать десятки тысяч циклов изгиба и кручения, возникающих в ходе клинической эксплуатации. Однако снижение ёмкости за счёт увеличения толщины изоляционных слоёв или повышение надёжности экранирования неизбежно приводит к росту жёсткости кабеля и его общего диаметра. Для достижения баланса при этом инженерном компромиссе обычно применяются проводники из высокопрочного медного сплава с серебряным покрытием и чрезвычайно гибкие материалы для внешней оболочки. Их характеристики должны быть подтверждены строгими испытаниями на многокоординатное изгибание и надёжность при изгибе.
Интерфейс окончания прокладки пучка микрокоаксиальных кабелей и системной печатной платы (PCB) является распространённым источником разрыва импеданса. Оконцевание сверхтонких проводников диаметром до 48 AWG требует высокоплотных методов прямой пайки или использования микрокоаксиальных разъёмов с шагом контактов до 0,3 мм. Резкие геометрические переходы на таких интерфейсах могут вызывать отражения сигнала, что негативно влияет на согласованность изображений по каналам.
Производство медицинских кабельных сборок с высоким выходом годных изделий требует строгого контроля процессов волочения проволоки, вспенивания фторполимерной экструзии и многокоординатной планетарной скрутки кабелей для обеспечения равномерного распределения натяжения без возникновения крутильных напряжений. Производство должно осуществляться на предприятиях, сертифицированных по стандарту ISO 13485. Комплексные процедуры обеспечения качества включают 100-процентное измерение ёмкости для построения профиля импеданса по каждому каналу и подтверждения отсутствия локальных отклонений, вызванных производственными факторами.
В линейном высокочастотном зонде с 128 каналами, предназначенном для поверхностной сосудистой визуализации, замена стандартного кабельного пучка с твёрдым диэлектриком на специальный сборный кабель с вспененным диэлектриком ёмкостью 50 пФ/м позволяет значительно снизить высокочастотные потери при включении на длине кабеля 2 метра. Снижение ёмкостной нагрузки напрямую повышает чувствительность допплеровского режима и общую клиническую чёткость изображения.
Оптимизация передовых ультразвуковых зондов требует контроля распределённой ёмкости до целевого значения примерно 50 пФ/м посредством точной технологии вспенивания и строгого соблюдения производственных допусков. Для инженерных команд OEM-производителей выбор партнёра по межсоединениям, обладающего специализированными возможностями экструзии микроаксиальных кабелей и производственной инфраструктурой, соответствующей стандарту ISO 13485, гарантирует, что теоретические преимущества в области целостности сигнала реализуются в виде воспроизводимых и практически значимых клинических результатов.
 Горячие новости
Горячие новости2025-12-17
2025-12-11
2025-12-05
2025-04-29