Analisi tecnica per ingegneri OEM che copre la struttura del cavo, la schermatura, il controllo dell'impedenza, la selezione dei materiali e la validazione dell'affidabilità nelle applicazioni di assemblaggio di cavi ad alte prestazioni.

Nei sistemi avanzati di imaging ecografico, la rete di interconnessione è collegata direttamente a trasduttori piezoelettrici ad alta impedenza e livello microvolt. Questi componenti front-end sono estremamente sensibili alla perdita di segnale e al rumore elettrico. Quando i segnali viaggiano attraverso topologie dense di array con 64, 128, 160, 192 e 256 canali, la capacità distribuita del cavo della sonda ecografica agisce come un filtro passa-basso parassita in parallelo. Un'eccessiva capacità del cavo degrada direttamente il segnale prima che raggiunga il sistema di formazione del fascio. Pertanto, ridurre al minimo la capacità lungo l'intero assemblaggio personalizzato del cavo è essenziale per mantenere il rapporto segnale-rumore (SNR) e ottenere una risoluzione spaziale assiale e laterale submillimetrica.
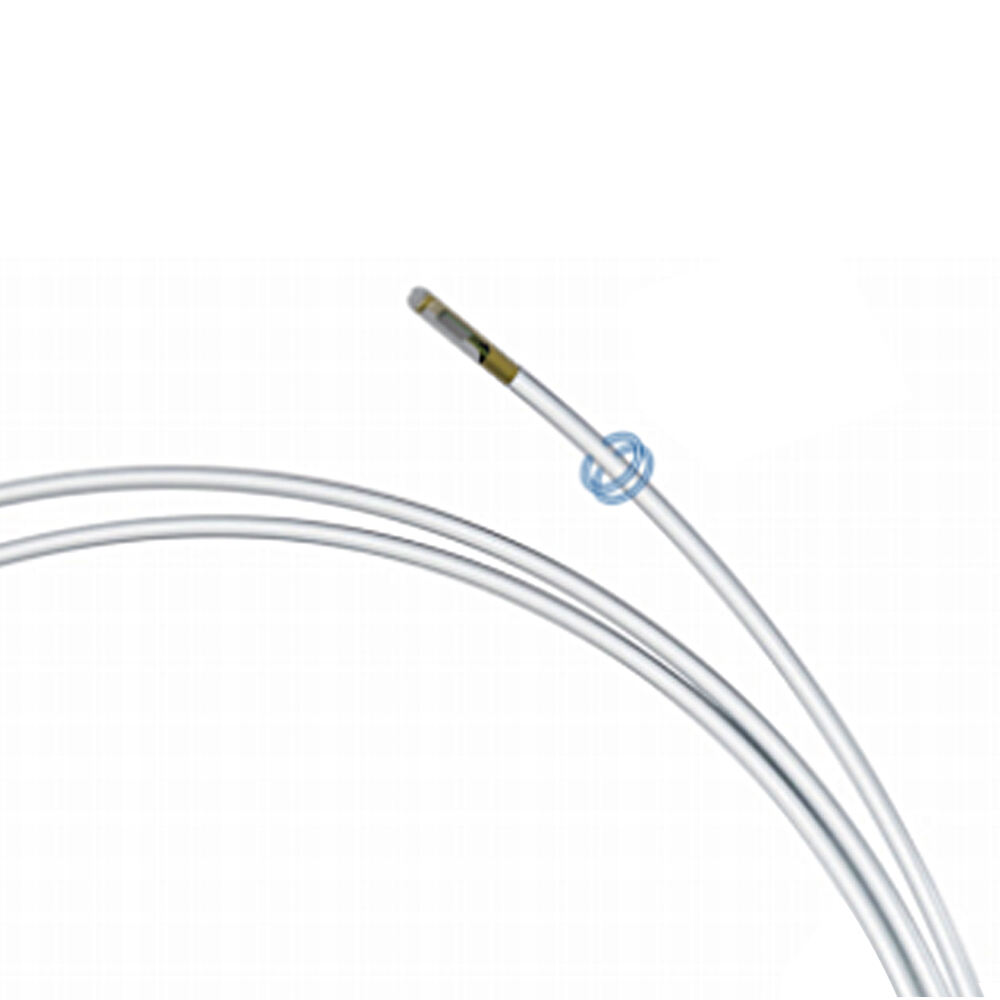
La capacità è determinata direttamente dalla geometria fisica e dalle proprietà dielettriche del sistema isolante. Nelle strutture a cavo coassiale, la capacità è proporzionale alla costante dielettrica relativa (εr) del materiale isolante. I fluoropolimeri solidi standard, come FEP e PFA, presentano tipicamente una costante dielettrica di circa 2,1. Utilizzando la tecnologia di schiumatura con iniezione di gas microcellulare per produrre isolamento schiumato in PFA o FEP, vengono introdotti vuoti d’aria (εr = 1,0) nella struttura dielettrica, riducendo così la costante dielettrica complessiva a circa 1,4–1,6. Questo approccio consente la realizzazione di cavi coassiali microscopici ultrafini, con diametri compresi tra 40 AWG e 48 AWG, che raggiungono valori di capacità obiettivo bassi fino a 50 pF/m.
Confronto tipico della capacità distribuita:
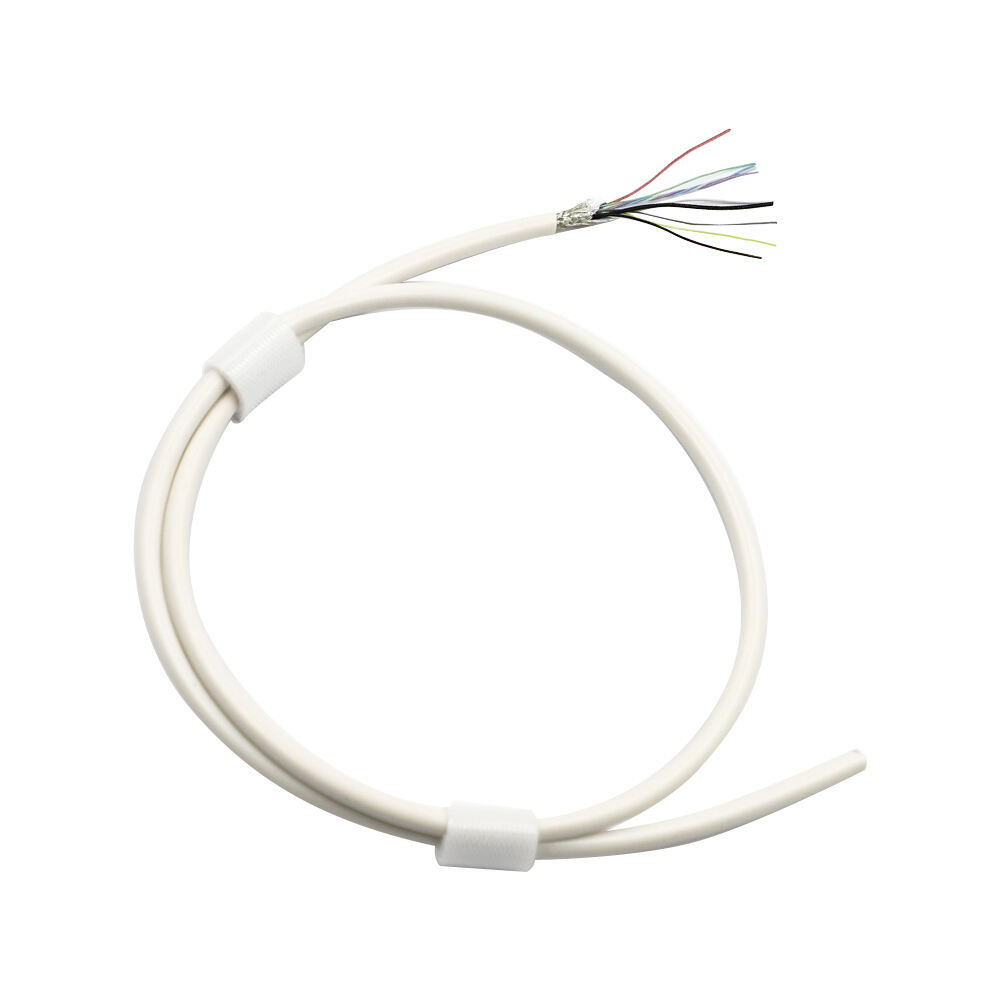
I sistemi di sonde multicanale richiedono architetture di cavi altamente uniformi e controllate in impedenza per eliminare lo skew tra i canali e le differenze di fase. Anche minime variazioni nella concentricità o nella densità della schiuma possono compromettere la coerenza elettrica e introdurre errori di fase distruttivi. Allo stesso tempo, la disposizione fitta di cavi microcoassiali richiede strategie avanzate di schermatura contro le interferenze elettromagnetiche (EMI). La combinazione di schermature su singoli fili serviti con costruzioni di schermatura globale fornisce l’isolamento necessario per ridurre le interferenze elettromagnetiche esterne e la diafonia interna, preservando così l’integrità del segnale.
Le applicazioni di imaging medico richiedono cavi ad alta flessibilità in grado di resistere a decine di migliaia di cicli di flessione e torsione incontrati durante l’uso clinico. Tuttavia, la riduzione della capacità mediante strati di isolamento più spessi o l’aumento della robustezza della schermatura comporta inevitabilmente un incremento della rigidità del cavo e del suo diametro complessivo. Per bilanciare questo compromesso ingegneristico, si specificano comunemente conduttori in lega di rame argentato ad alta resistenza e materiali per la guaina estremamente flessibili. Le loro prestazioni devono essere validate mediante rigorosi test di flessione multi-asse e di affidabilità alla flessione.
L'interfaccia di terminazione tra il fascio di cavi microcoassiali e la scheda a circuito stampato (PCB) del sistema è una causa comune di discontinuità di impedenza. La terminazione di conduttori ultrafini, fino a 48 AWG, richiede tecniche ad alta densità di saldatura diretta oppure connettori microcoassiali con passo ridotto fino a 0,3 mm. Transizioni geometriche brusche a queste interfacce possono generare riflessioni del segnale che influenzano negativamente la coerenza dell’imaging tra i vari canali.
La produzione di cavi medici ad alto rendimento richiede un rigoroso controllo dei processi di trafilatura dei fili, espansione in schiuma di fluoropolimeri ed avvolgimento planetario multiasse, al fine di garantire una distribuzione uniforme della tensione senza introdurre sollecitazioni torsionali. La produzione deve essere effettuata in strutture certificate ISO 13485. Le procedure complete di assicurazione della qualità includono il collaudo al 100% della capacità per mappare il profilo di impedenza su ogni canale e verificare l’assenza di deviazioni localizzate dovute alla produzione.
In una sonda lineare ad alta frequenza da 128 canali progettata per l’imaging vascolare superficiale, la sostituzione di un normale fascio di cavi con dielettrico solido con un’assemblaggio personalizzato a dielettrico schiumato da 50 pF/m può ridurre in modo significativo le perdite di inserzione ad alta frequenza su una lunghezza di cavo di 2 metri. La riduzione del carico capacitivo migliora direttamente la sensibilità Doppler e la chiarezza complessiva dell’immagine clinica.
L’ottimizzazione di sonde ecografiche avanzate richiede il controllo della capacità distribuita entro una soglia obiettivo di circa 50 pF/m, ottenuto mediante tecnologia di schiumatura di precisione e tolleranze produttive strettamente controllate. Per i team di ingegneria OEM, la scelta di un partner per gli interconnessioni dotato di specifiche competenze nell’estrusione di microcoassiali e di infrastrutture produttive conformi alla norma ISO 13485 garantisce che i vantaggi teorici in termini di integrità del segnale si traducano in prestazioni cliniche reali e ripetibili.
 Ultime notizie
Ultime notizie2025-12-17
2025-12-11
2025-12-05
2025-04-29