Liens rapides

Analyse technique destinée aux ingénieurs équipementiers couvrant la structure des câbles, le blindage, le contrôle de l'impédance, le choix des matériaux et la validation de la fiabilité dans les applications d'assemblages de câbles haute performance.

Dans les systèmes avancés d'imagerie par ultrasons, le réseau d'interconnexions est directement relié à des transducteurs piézoélectriques à haute impédance et à niveau de tension de l'ordre de la microvolt. Ces composants frontaux sont extrêmement sensibles aux pertes de signal et au bruit électrique. Lorsque les signaux circulent dans des topologies de réseaux denses comportant 64, 128, 160, 192 ou 256 voies, la capacité distribuée du câble de la sonde à ultrasons agit comme un filtre passe-bas parasite en dérivation. Une capacité excessive du câble dégrade directement le signal avant qu’il n’atteigne le système de formation de faisceau. Par conséquent, la minimisation de la capacité sur l’ensemble de l’assemblage de câbles personnalisé est essentielle pour maintenir le rapport signal sur bruit (RSB) et obtenir une résolution spatiale axiale et latérale inférieure au millimètre.
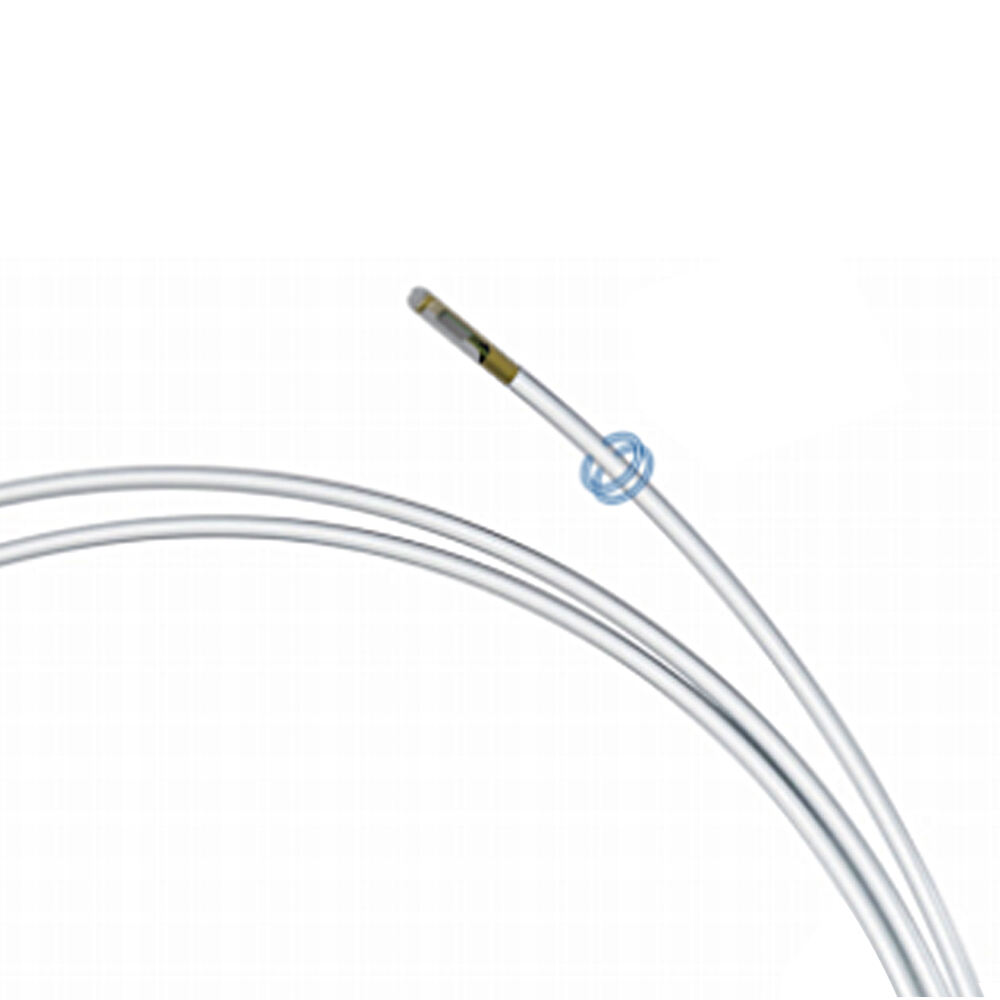
La capacité est directement déterminée par la géométrie physique et les propriétés diélectriques du système d’isolation. Dans les structures de câbles coaxiaux, la capacité est proportionnelle à la permittivité relative (εr) du matériau isolant. Les fluoropolymères solides standard tels que le FEP et le PFA présentent généralement une permittivité relative d’environ 2,1. En utilisant une technologie de mousse microcellulaire par injection de gaz pour produire une isolation en PFA ou FEP expansé, des vides d’air (εr = 1,0) sont introduits dans la structure diélectrique, ce qui réduit la permittivité globale à environ 1,4–1,6. Cette approche permet d’obtenir des constructions ultrafines de câbles coaxiaux microscopiques, allant du calibre 40 AWG au calibre 48 AWG, avec des valeurs cibles de capacité aussi faibles que 50 pF/m.
Comparaison typique de la capacité répartie :
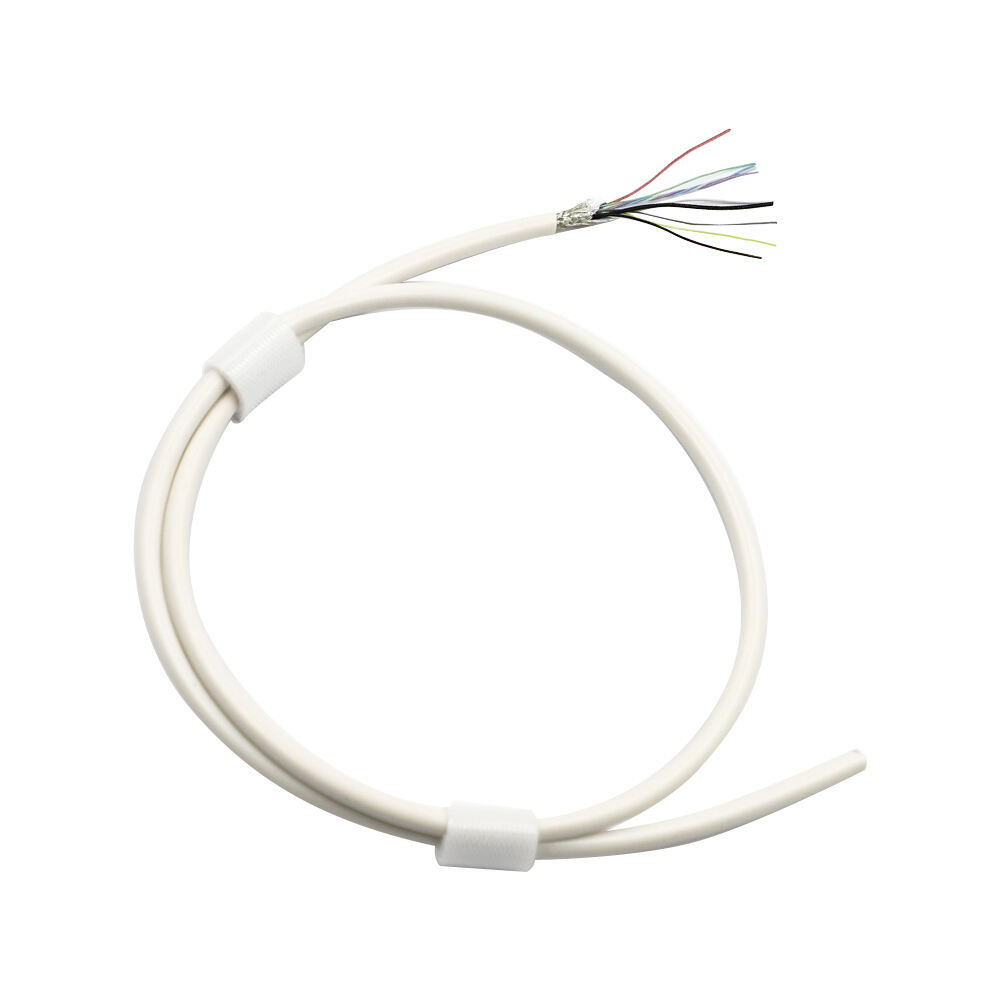
Les systèmes de sondes multi-canaux nécessitent des architectures de câbles à impédance contrôlée et hautement uniformes afin d’éliminer le décalage entre canaux et les désaccords de phase. Même de légères variations de concentricité ou de densité de la mousse peuvent compromettre la cohérence électrique et introduire des erreurs de phase destructrices. Parallèlement, l’agencement dense des câbles coaxiaux miniaturisés exige des stratégies avancées de blindage contre les interférences électromagnétiques (EMI). La combinaison d’un blindage par fil tressé et d’une construction de blindage global fournit l’isolation nécessaire pour réduire les interférences électromagnétiques externes ainsi que les couplages indésirables internes, préservant ainsi l’intégrité du signal.
Les applications d’imagerie médicale exigent des câbles à haute flexibilité capables de résister à des dizaines de milliers de cycles de flexion et de torsion rencontrés lors des opérations cliniques. Toutefois, la réduction de la capacité par l’augmentation de l’épaisseur des couches d’isolation ou le renforcement de la protection contre les interférences augmente inévitablement la rigidité du câble et son diamètre global. Pour équilibrer ce compromis technique, on spécifie couramment des conducteurs en alliage de cuivre argenté à haute résistance et des matériaux de gaine très souples. Leur performance doit être validée par des essais rigoureux de flexion multi-axes et de fiabilité en flexion.
L'interface de terminaison entre le faisceau de câbles coaxiaux miniatures et la carte PCB du système constitue une source courante de discontinuité d’impédance. La terminaison de conducteurs ultra-fins, aussi petits que 48 AWG, exige des techniques de soudage directe haute densité ou des connecteurs coaxiaux miniatures dont le pas peut être aussi faible que 0,3 mm. Des transitions géométriques brutales à ces interfaces peuvent générer des réflexions de signal qui nuisent à la cohérence de l’imagerie entre les canaux.
La production d’ensembles de câbles médicaux à haut rendement exige un contrôle rigoureux des procédés d’étirage des fils, d’extrusion moussée de fluoropolymères et de câblage planétaire multi-axes afin d’assurer une répartition uniforme de la tension sans introduire de contraintes de torsion. La fabrication doit être réalisée dans des installations certifiées ISO 13485. Les procédures complètes d’assurance qualité comprennent un test de capacité à 100 % afin de cartographier le profil d’impédance sur chaque canal et de vérifier l’absence d’écarts de fabrication localisés.
Dans une sonde linéaire haute fréquence à 128 voies conçue pour l’imagerie vasculaire superficielle, le remplacement d’un faisceau de câbles diélectriques solides standard par un ensemble personnalisé à diélectrique mousse présentant une capacité de 50 pF/m permet de réduire considérablement les pertes d’insertion haute fréquence sur une longueur de câble de 2 mètres. La réduction de la charge capacitive améliore directement la sensibilité Doppler et la clarté globale de l’image clinique.
L’optimisation des sondes ultrasonores avancées exige un contrôle précis de la capacité distribuée afin d’atteindre un seuil cible d’environ 50 pF/m, grâce à une technologie de mousse de précision et à des tolérances de fabrication strictement maîtrisées. Pour les équipes techniques des fabricants d’équipements d’origine (OEM), le choix d’un partenaire en interconnexion disposant de capacités spécialisées en extrusion de micro-coaxiaux et d’une infrastructure de fabrication conforme à la norme ISO 13485 garantit que les avantages théoriques en matière d’intégrité du signal se traduisent par des performances cliniques réelles reproductibles.
 Actualités en vedette
Actualités en vedette2025-12-17
2025-12-11
2025-12-05
2025-04-29