Ifølge ledende ingeniørmæssige prognoser forventes den globale installerede base af humanoidrobotter at overstige 5 millioner enheder inden år 2030.
Bag denne vision ligger en omfattende – og ofte overset – efterfrage fra leveringskæden: Den samlede forbrugsmængde af kabelsamlinger alene forventes at nå 120–150 millioner meter.
I denne udvikling er den mest udfordrende komponent ikke stammeledningerne eller hovedkabelbundten, men det såkaldte »nerve-system« i robotens endeffektor –
de præcisionskabelsamlinger til humanoidrobotternes fingre.
1. En teknisk dybzone på 25 millioner meter
Inden for en humanoidrobot ligger den samlede kabelrute typisk mellem 20 og 35 meter, hvor håndkablerne udgør kun 5–6 meter.
Denne segment repræsenterer dog det højeste tekniske sværhedsniveau.
Ekstreme rumlige begrænsninger
En behændig robot-hånd med 5 fingre og 15–20 frihedsgrader skal rumme 60–120 ledere inden for et yderst begrænset indvendigt rum. Disse ledere er ansvarlige for:
Inden for hver finger skal rummet deles med senestrømper (kabeldrevne) konstruktioner, ledder og mekaniske komponenter.
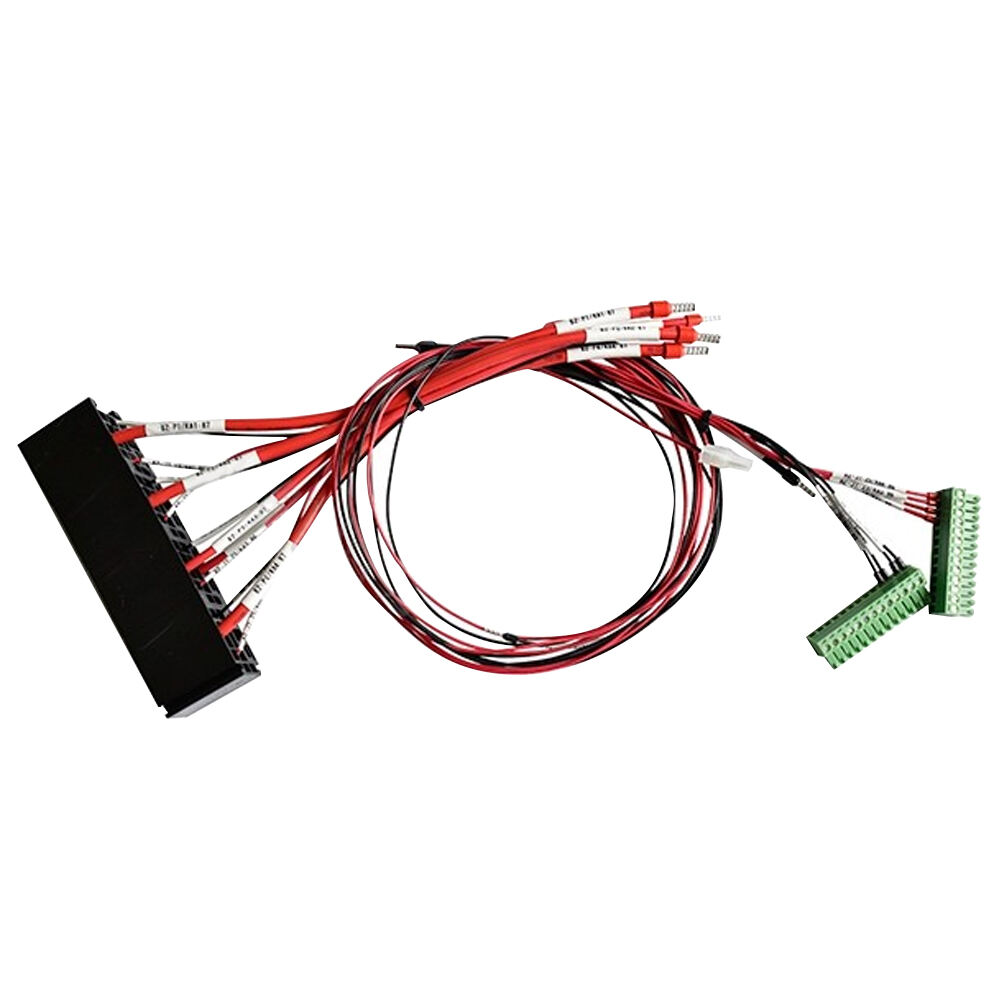
Ud fra aktuelle kundeprojektvurderinger omfatter typiske krav til fingerkabelsammenstillinger:
Integrering af ca. 10 ledere pr. bundt
Samlet ydre diameter kontrolleret inden for ≤ 1,1 mm
Dette driver en vedvarende miniaturisering af enkelte ledninger. Branchenspecifikationer udvikler sig fra 36 AWG mod 40 AWG, 44 AWG og endda 48 AWG , hvor enkelttrådens diameter typisk ligger mellem 0,2 mm og 0,9 mm.
1) Størrelsesbegrænsninger styret af strukturelle grænser
Fingernes struktur skal rumme både mekanisk aktivering (senor) og elektrisk transmission inden for en begrænset diameter.
Dette stiller strenge krav til kabelstørrelsen, samtidig med at funktionalitet og holdbarhed opretholdes.
2) Dynamisk bøjning er kontinuerlig, ikke lejlighedsvis
I modsætning til statisk kabelføring udsættes fingerkablerne for kontinuerlig bevægelse under:
Disse bevægelser forekommer ved millimeter-niveau for bøjning radius , hvilket stiller ekstreme krav til lederens fleksibilitet og isoleringens modstandsevne mod udmattelse.
3) Kombineret spænding: Bøjning, torsion og træk
I praksis udsættes kabler for komplekse mekaniske spændinger, herunder:
Denne kombination af bøjning + torsion + træk udgør en af de mest fejlsårige scenarier for konventionelle industrielle kabler.
Selvom mange kabler yder godt i statiske tests, mislykkes de ofte hurtigt under dynamisk livscyklustestning og viser:
2. Tværgående branchemæssig anvendelse: Fra medicinsk billeddannelse til behændig robotik
Hvorfor er kun få virksomheder – såsom Gore, Axon og Hotten – i stand til at træde ind på det high-end-marked for kabler til robotfingre?
Forklaringen ligger i teknologikonvergens.
De fremstillingsevner, der kræves for kabler til robotfingre, overlapper stærkt med de, der anvendes i:
Hottens erfaring med masseproduktion af 46 AWG ekstremt fine medicinske koaksialkabler adresserer direkte de centrale udfordringer ved konstruktion af kabler til robotfingre.
Ekstremt lille bueradius
Fingerrørelse kræver, at kabler fungerer pålideligt under meget stramme buetingelsesforhold.
Konventionelle kabler har tendens til hurtigt at svigte under sådan belastning.
Ved at anvende ekstremt fine flertrådede sølvpladerede kobberlegeringsledere (f.eks. 40 AWG, 19×0,018 mm) opnår kabelmontager:
Stabilitet under kombineret mekanisk belastning
For at tåle højfrekvent torsion og buetilstand er strukturel stabilitet afgørende.
Hotten integrerer Kevlar (aramidfiber) som en trækkraftforstærkende kerne, hvilket sikrer:
Fordele ved fremstilling til medicinsk brug
Fremstilling af medicinske kabler indfører højere standarder inden for:
I menneskeinteraktive miljøer såsom robotteknik bliver disse fordele stadig vigtigere for at minimere potentielle helbredsrisici og sikre konsekvent ydeevne.
3. Avanceret materiale-synergi til ultra-fine kabelsystemer
At opnå høj pålidelighed i ultra-små diametre kræver en systemniveau-baseret tilgang til materialer og konstruktion i stedet for at være afhængig af en enkelt komponent.
Isoleringslag
Højtydende materialer såsom PFA eller ETFE anvendes til at opnå:
Kappematerialer
Tilpassede TPU- eller silikonekapper anvendes for at sikre:
Fleksibilitet og glat bevægelse
Reduceret friktion inden for begrænsede strukturer
Forhindring af bevægelsesmodstand eller "klæbning"
Disse materialer kan klare 5–20 millioner dynamiske bøjningscyklusser og opfylder dermed kravene til langvarig robotdrift.
Konklusion: Mod den tekniske standard for robotkabelsystemer fra 2026
Med den hurtige udvikling af platforme som Tesla Optimus skifter humanoid robotteknik fra laboratorieprototyper til skalerbar produktion.
I denne overgang er det centrale spørgsmål ikke længere, om et kabel kan udvikles, men om det kan:
Fremstilles konsekvent efter ekstremt præcise specifikationer
Valideres under langvarige dynamiske forhold
Leveres med stabil kvalitet i stor målestok
Udnyttende dyb ekspertise inden for 36–46 AWG ekstremt tynde ledere, højpræcisions ekstrudering og dynamisk levetidstestning er Hotten positioneret til at levere pålidelige «nerve-system»-løsninger til humanoidrobotter af næste generation.
På den fremvoksende milliardmeter-marked er præcisionskabler ikke længere sekundære komponenter — de er afgørende for at muliggøre rigtig fingerfærdighed og langvarig pålidelighed i humanoid robotteknik.
 Seneste nyheder
Seneste nyheder2025-12-17
2025-12-11
2025-12-05
2025-04-29