Технически анализ за инженери на производители на оригинално оборудване (OEM), обхващащ конструкцията на кабелите, екранирането, контрола на импеданса, подбора на материали и валидирането на надеждността при приложения с високопроизводителни кабелни съединения.

В напредналите ултразвукови системи за визуализация мрежата от междинни връзки е директно свързана с пьезоелектрични преобразуватели с висок импеданс и микроволтов диапазон. Тези компоненти от преден край са изключително чувствителни към загуба на сигнал и електрични шумове. Когато сигналите се предават през плътни масивни топологии с 64, 128, 160, 192 и 256 канала, разпределената капацитетност на ултразвуковия кабел за зондиране действа като паразитен шунт с ниско-пропусклив филтър. Излишната капацитетност на кабела директно уврежда сигнала, преди да достигне до системата за формиране на лъч. Следователно минимизирането на капацитетността по цялата дължина на персонализираното кабелно съединение е от съществено значение за поддържане на отношението сигнал-шум (SNR) и постигане на осова и латерална пространствена резолюция под един милиметър.
Капацитетът се определя директно от физическата геометрия и диелектричните свойства на изолационната система. При коаксиални кабелни структури капацитетът е пропорционален на относителната диелектрична константа (εr) на изолационния материал. Стандартните твърди флуорполимери като FEP и PFA обикновено имат диелектрична константа около 2,1. Чрез използване на микроклетъчна технология за инжектиране на газ за получаване на пяна при производството на изолация от пянен PFA или FEP в диелектричната структура се въвеждат въздушни празнини (εr = 1,0), което намалява общата диелектрична константа до приблизително 1,4–1,6. Този подход позволява реализирането на ултрафини микрокоаксиални кабелни конструкции с калибри от 40 AWG до 48 AWG, които постигат целеви стойности на капацитета до 50 pF/m.
Типична сравнителна разпределена капацитетност:
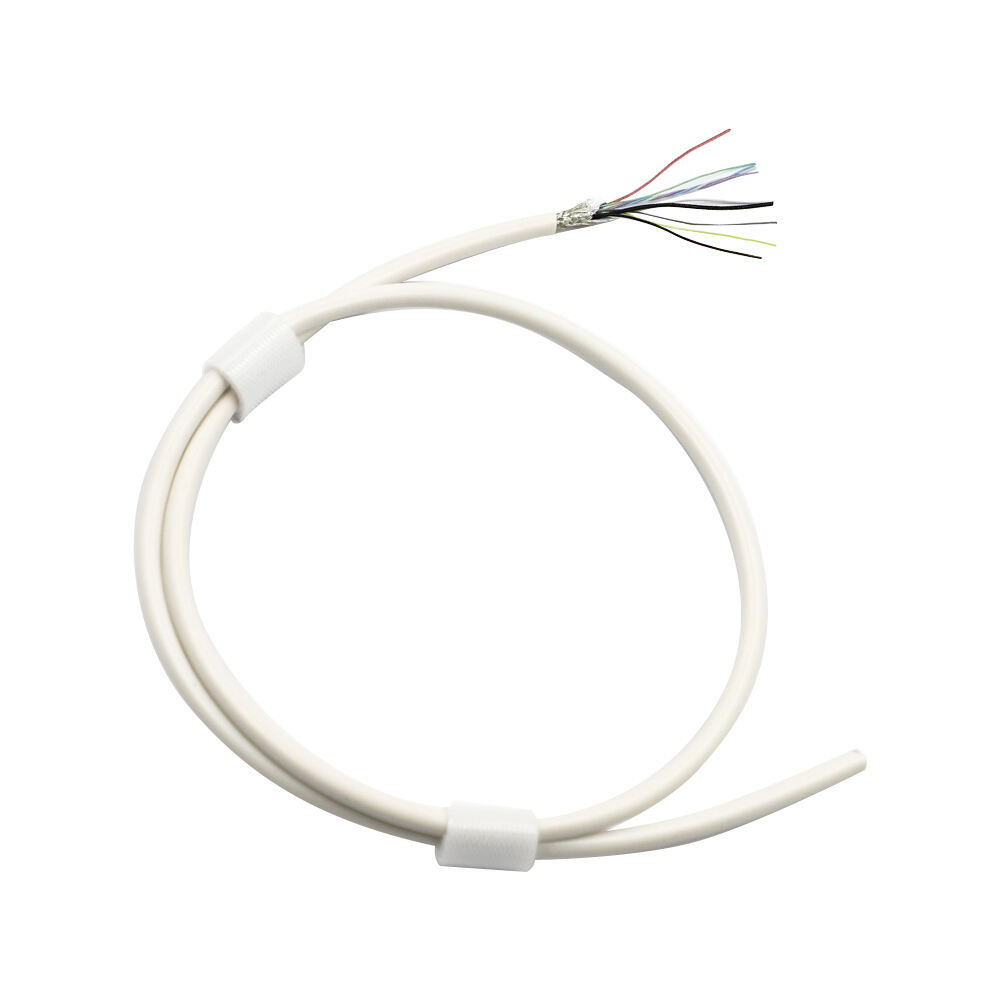
Мултиканалните зондови системи изискват високо равномерни кабелни архитектури с контролиран импеданс, за да се елиминира разликата във времето на задействане между канали и фазовото несъответствие. Дори незначителни отклонения в концентричността или плътността на пенопласта могат да нарушат електрическата еднородност и да предизвикат разрушителни фазови грешки. Едновременно с това плътното подреждане на микроаксиални кабели изисква напреднали стратегии за екраниране срещу електромагнитни смущения (ЕМИ). Комбинирането на екраниране чрез оплетени жици с общо екраниране осигурява необходимата изолация за намаляване на външните електромагнитни смущения и вътрешните взаимни влияния, като по този начин се запазва цялостта на сигнала.
Медицинските приложения за визуализация изискват високогъвки кабели, способни да издържат десетки хиляди цикли на огъване и усукване, с които се сблъскват по време на клинична експлоатация. Обаче намаляването на капацитета чрез по-дебели изолационни слоеве или увеличаването на надеждността на екранирането неизбежно води до повишена твърдост и по-голям общ диаметър на кабела. За да се постигне баланс между този инженерен компромис, обикновено се изискват проводници от високопрочен меден сплав със сребърно покритие и изключително гъвки материали за външна обвивка. Тяхната производителност трябва да бъде потвърдена чрез строги изпитания за гъвкост по множество оси и за надеждност при огъване.
Интерфейсът за завършване между снопа от микроаксиални кабели и системната печатна платка е чест източник на прекъсване на импеданса. Завършването на ултра-тънки проводници с диаметър до 48 AWG изисква високоплътни техники за директно лепене или микроаксиални конектори с разстояние между контакти до 0,3 мм. Рязките геометрични преходи в тези интерфейси могат да предизвикат отражения на сигнала, които неблагоприятно влияят върху последователността на изображенията по каналите.
Производството на медицински кабелни съединения с високо изходно равнище изисква строг контрол върху процесите на изтегляне на жици, пенопластова екструзия на флуорополимери и многосоставно планетарно кабелиране, за да се осигури равномерно разпределение на напрежението без въвеждане на торсионно напрежение. Производството трябва да се извършва в сертифицирани според ISO 13485 производствени обекти. Изчерпателните процедури за осигуряване на качеството включват 100% тестове за капацитет, за да се изгради профилът на импеданса по всеки канал и да се потвърди липсата на локални производствени отклонения.
При 128-канален високочестотен линеен зонд, предназначен за повърхностно васкуларно изображение, замяната на стандартния кабелен сноп с твърд диелектрик с персонализирана конструкция с пенопластов диелектрик и капацитет 50 пФ/м може значително да намали вносните загуби при високи честоти по дължина от 2 метра. Намаляването на капацитивната натовареност директно подобрява чувствителността на Доплеровото измерване и общата клиническа яснота на изображението.
Оптимизирането на напредналите ултразвукови зонди изисква контролиране на разпределената капацитетност до целеви стойности от приблизително 50 пФ/м чрез прецизна технология за пенопластова обработка и строго контролирани производствени допуски. За инженерните екипи на OEM производители изборът на партньор за междинни връзки със специализирани възможности за екструзия на микроаксиални кабели и производствена инфраструктура, съответстваща на стандарта ISO 13485, гарантира, че теоретичните предимства за сигналената цялост се превръщат в повтаряема и реална клинична ефективност.
 Горчиви новини
Горчиви новини2025-12-17
2025-12-11
2025-12-05
2025-04-29